






发布需求
一键发布材料需求,依托强大算法与海量数据,精准对接适配资源。
最近,无论是在CHINAPLAS展会现场,还是与主机厂、Tier1交流过程中,“电池包上盖”都成了高频话题。
这背后,其实反映的是整个行业正在经历的一次材料路线升级。
电池包上盖,为什么越来越难做?
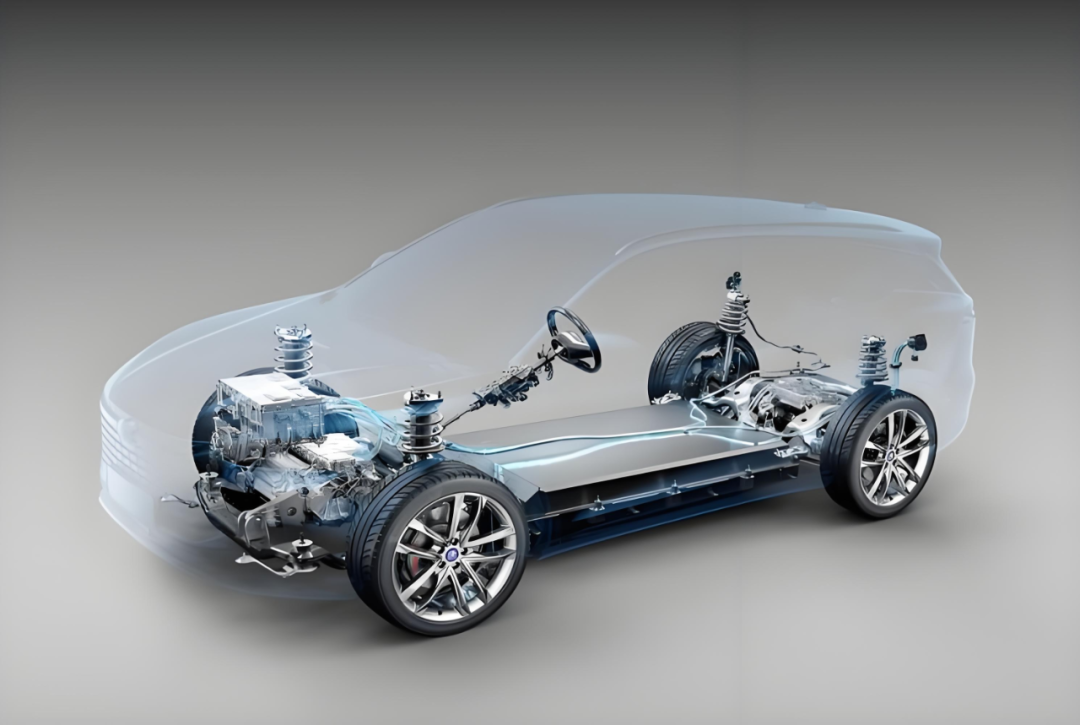
电池包上盖并不是一个简单“盖板”。
它既要承担结构强度、密封、防护、阻燃等功能,还直接关系到整车轻量化、安全性以及热失控防护能力。
也正因为如此,电池包上盖的材料选择,正从传统钢材,逐渐走向复合材料方案。
但问题在于:不同材料路线之间,优缺点差异非常明显。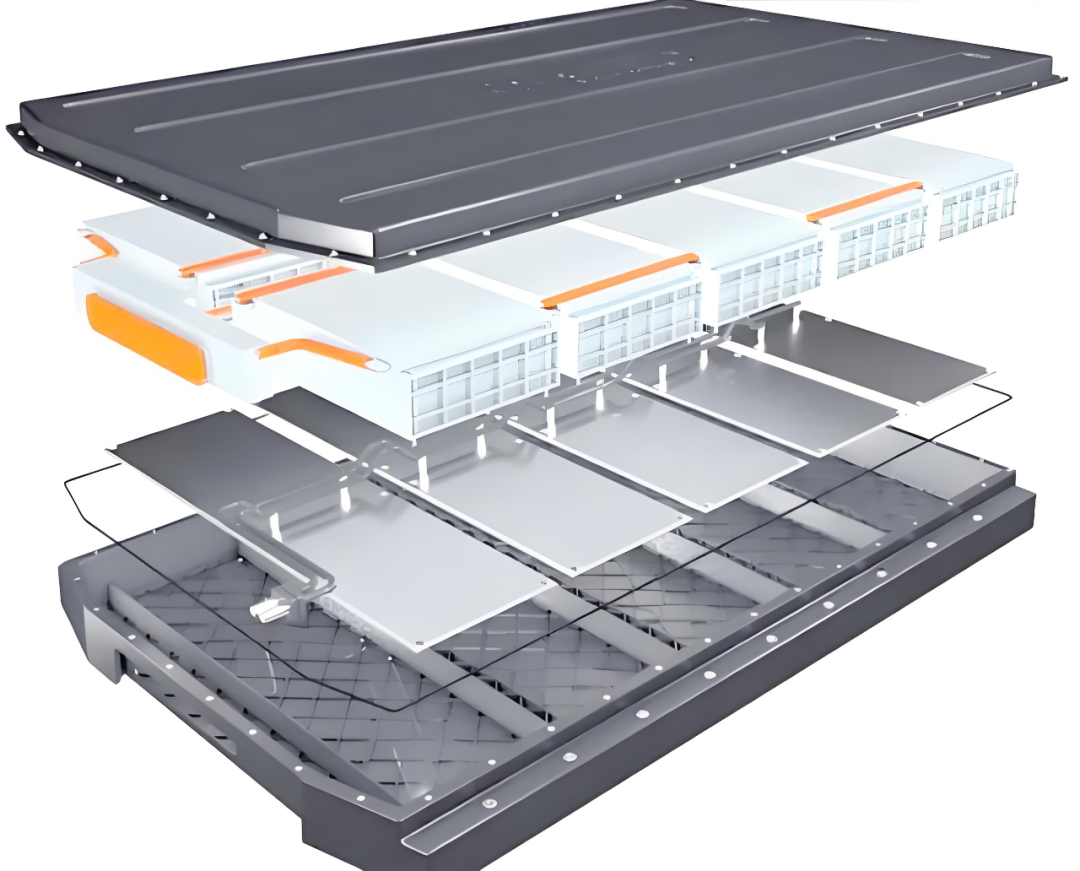
电池包上盖,目前有哪些主流方案?
传统钢材方案:成熟,但越来越“重”
钢材方案最大的优势,是效率高、工艺成熟、可成型性高、成本体系稳定。
但它的问题也越来越明显:
随着新能源汽车对续航与能效要求越来越高,传统钢材方案已经很难继续满足下一阶段需求。
SMC方案:成本友好,但性能存在上限
相比钢材,SMC具备一定轻量化优势,且工艺成熟,成本相对可控,曾是很多电池包项目的重要方向。
但由于采用短纤维增强,其强度和刚性存在上限,同时整体重量仍然偏高,且热固性材料不可回收。
尤其在电池系统持续向“大电量、大尺寸、高安全”发展后,SMC开始逐渐暴露性能瓶颈。
PCM、HP-RTM方案:
性能优秀,但制造成本较高
PCM预浸料模压、HP-RTM高压树脂传递模塑,本质上都属于连续纤维热固复材路线。
连续纤维带来了优秀的结构性能,具有高比强度、高比模量的表现,但行业普遍面临几个现实问题:设备投资大、预成型人工成本高、周期长,材料不可回收,在大规模量产与综合制造成本方面,仍面临挑战。
因此,行业一直在寻找一种新的平衡方案:既要轻,还要强;既要安全,还要能量产。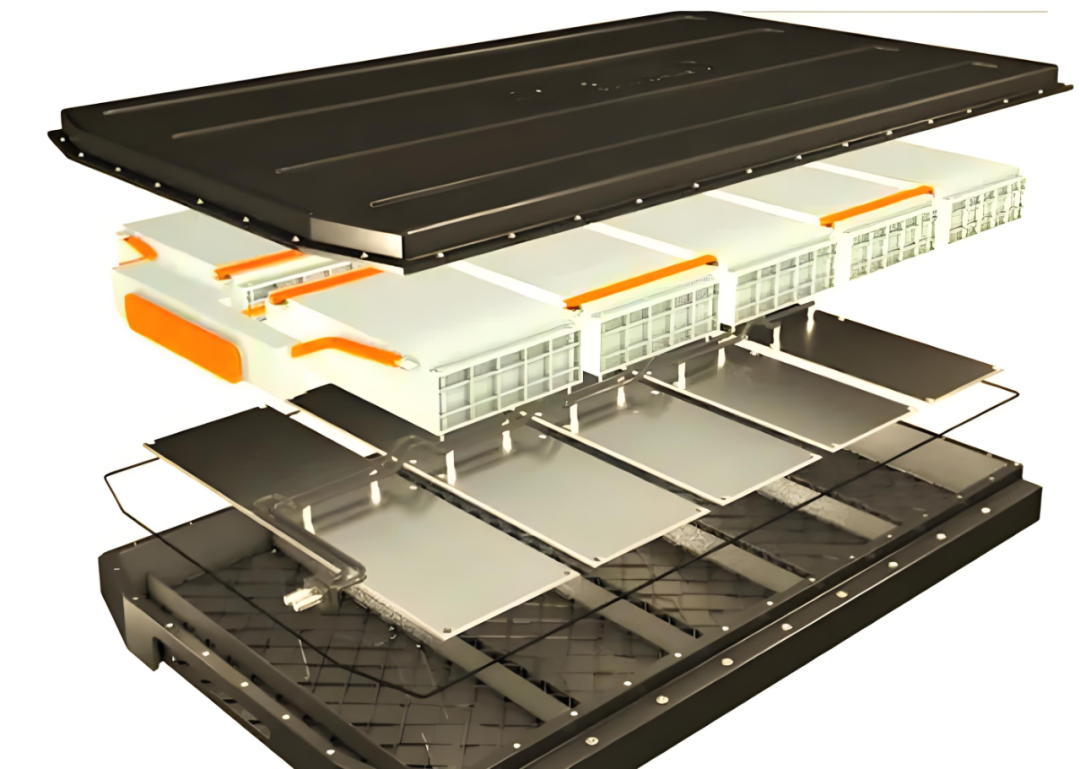
为什么越来越多车企关注热塑复材?
这两年,一个非常明显的趋势是:
连续纤维热塑复材,开始越来越多出现在电池包项目中。
原因很简单。
它正在尝试解决几个过去很难兼顾的问题:轻量化、高强度、热失控防护、成型效率、可回收性。
相比传统短纤材料,连续纤维增强热塑复材能够显著提升结构性能,同时兼具热塑材料的加工效率优势。
那么热塑复材,到底是什么?
简单理解:热塑复合材料,就是“热塑性树脂 + 纤维增强材料”的组合。
根据纤维长度不同,可分为:
而决定性能上限的关键,往往正是纤维长度。
连续纤维越完整,材料的强度、模量以及结构承载能力通常越高。

热塑复材,真的适合电池包上盖吗?
这是很多主机厂迫切想知道的问题。
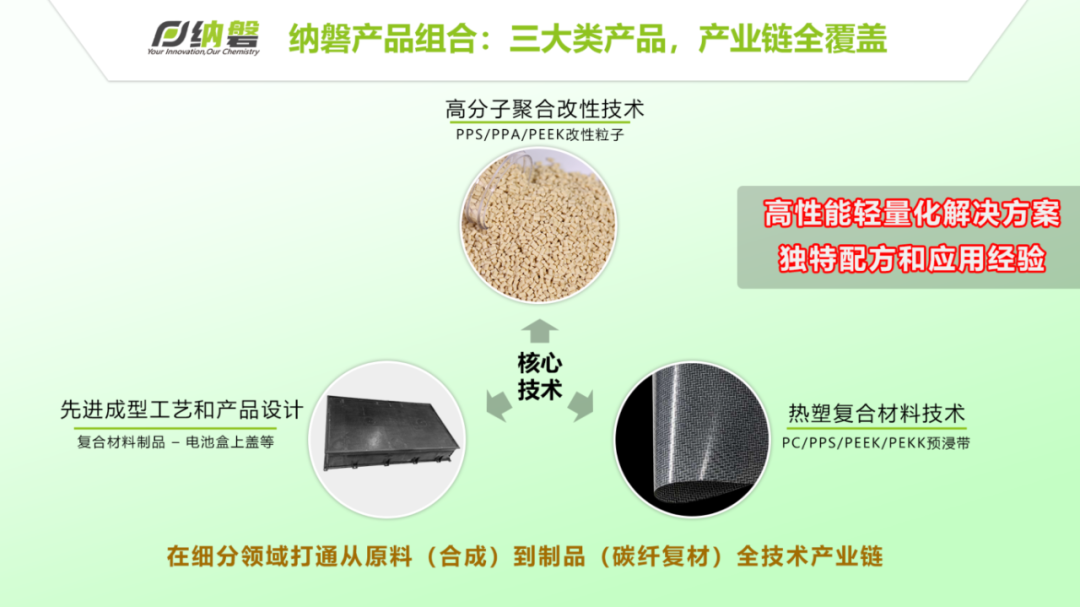
目前,基于电池包上盖的应用要求,纳磐提供的是连续玻纤增强PPS热塑复材方案。
其中,PPS树脂本身具备UL94 V-0阻燃等级,无需额外添加阻燃剂;同时热塑材料成型过程中无需化学反应,不易产生气孔,对产品密封性能更加友好。
在热失控安全方面,实测数据显示:
采用PPS连续纤维热塑复材方案的电池盒上盖,在1200℃火焰下燃烧超过10分钟仍未被烧穿。
这意味着,在极端情况下,它能够为人员逃生和救援争取更多时间。
而在结构性能方面,其成品测试结果显示:
能够满足电池包上壳对于高强度、高刚性的要求,整体性能明显高于传统SMC方案。
同时,相比金属方案,减重可达65%以上。
主机厂真正关心的,其实是量产
很多复材方案,实验室性能都很好。
但真正决定能否落地的,其实是:
能不能高效率、大规模量产。
纳磐在这方面重点优化的是成型效率。
采用独创端对端一体化成型技术(简称EEM),通过模压实现模内切边,无需大量二次加工,实现了从材料到制品的一步成型,可跟上主机厂的生产节拍。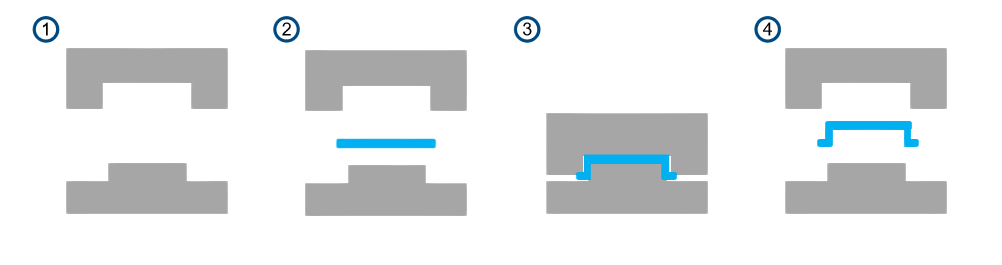
相比传统热固复材路线,热塑复材:
在成本方面,纳磐通过工艺优化与效率提升,目前热塑复材电池包上盖的综合成本已经逐渐接近钢材方案,并低于部分热固复材方案。
这意味着:
它并不是“只能用于高端项目”的实验室材料,而是真正开始具备产业化落地可能。
行业真正的变化,才刚刚开始
目前,热塑复材电池包上盖仍处于快速验证与导入阶段。
但整个行业趋势已经越来越清晰:
谁率先完成验证,谁就有机会率先建立下一代电池结构件优势。
值得注意的是,热塑复材真正的门槛,已经不只是材料本身。而是:
材料体系
结构设计
成型工艺
量产能力
能否真正协同。
相比传统只提供材料的模式,纳磐目前已形成从热塑复材预浸带到结构设计、成型加工制品的一体化能力。
对于主机厂而言,这意味着能够减少多供应商协同带来的沟通与开发成本,更高效推进项目验证与落地。
过去,电池包上盖更多比拼的是“能不能做”。
而现在,行业开始比拼的是:
谁能更轻、谁更安全、谁更适合规模化量产。
这也是为什么,越来越多主机厂开始重新评估传统金属和复材方案,并把目光转向连续纤维热塑复材。

 塑库专家服务
塑库专家服务
 新品选材
3000+ 合作案例
缺陷解决
专业团队1V1跟进
新品选材
3000+ 合作案例
缺陷解决
专业团队1V1跟进
 热门文章
热门文章























