在材料界,有一对“老冤家”——PA6(尼龙)与 PP(聚丙烯)。
它们在共混中相容性差,在焊接中更是“你热你的,我不理你”。
但有意思的是,在激光焊接中,这对冤家居然也能牢牢焊在一起。
当两个相容性不好的材料需要焊接时,靠的到底是什么原理?
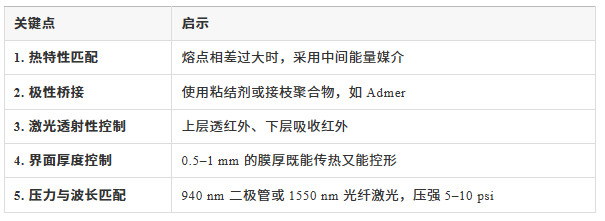
塑料焊接的强度,最终取决于界面上两件事是否同时发生:
① 分子层面的互扩散(Interdiffusion)
熔融界面上的高分子链需要在短时间内相互穿插、缠结,就像两团面筋重新揉在一起,形成连续的分子网络。
② 热场的匹配(Thermal Coupling)
如果一层已经熔化,而另一层还没动,界面就会形成断层。
所以,焊接强度的获得,其实是一种“热-分子双匹配”的过程。
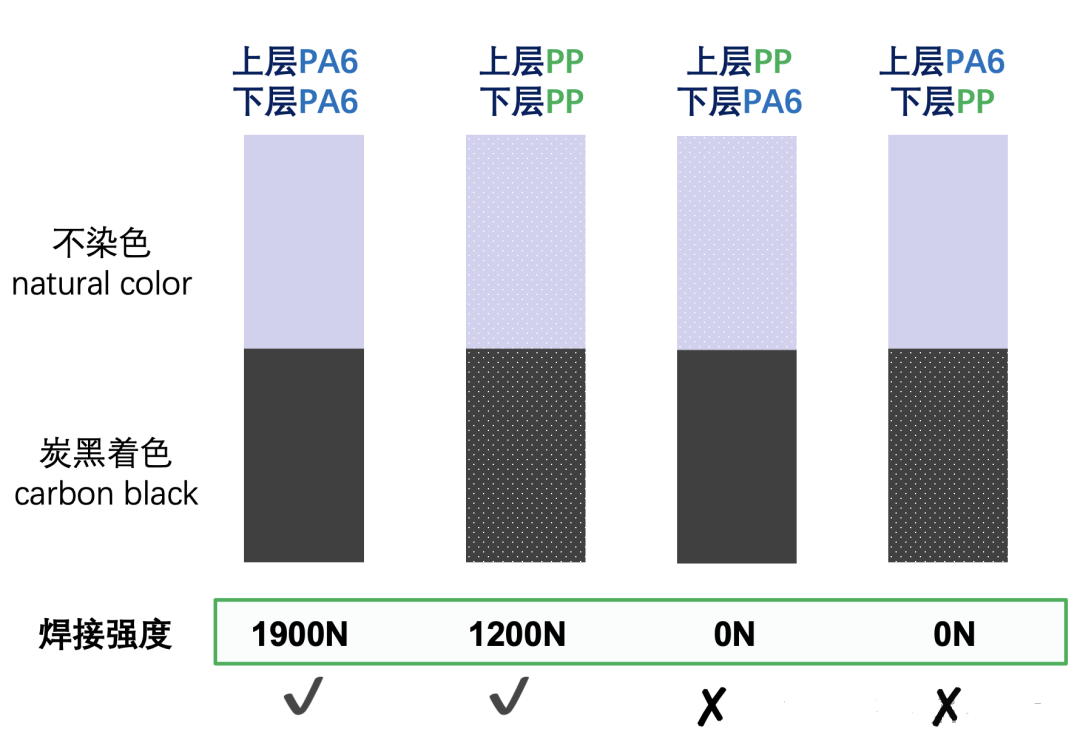
而当材料体系差异大(比如一个熔点 165 °C,一个 220 °C),
 ‼️直接激光焊接 PP(透光)与 PA6(吸收) → 几乎焊不上
‼️直接激光焊接 PP(透光)与 PA6(吸收) → 几乎焊不上
💡关键是中间层中的相容粘结剂——Admer(Mitsui Chemicals)。
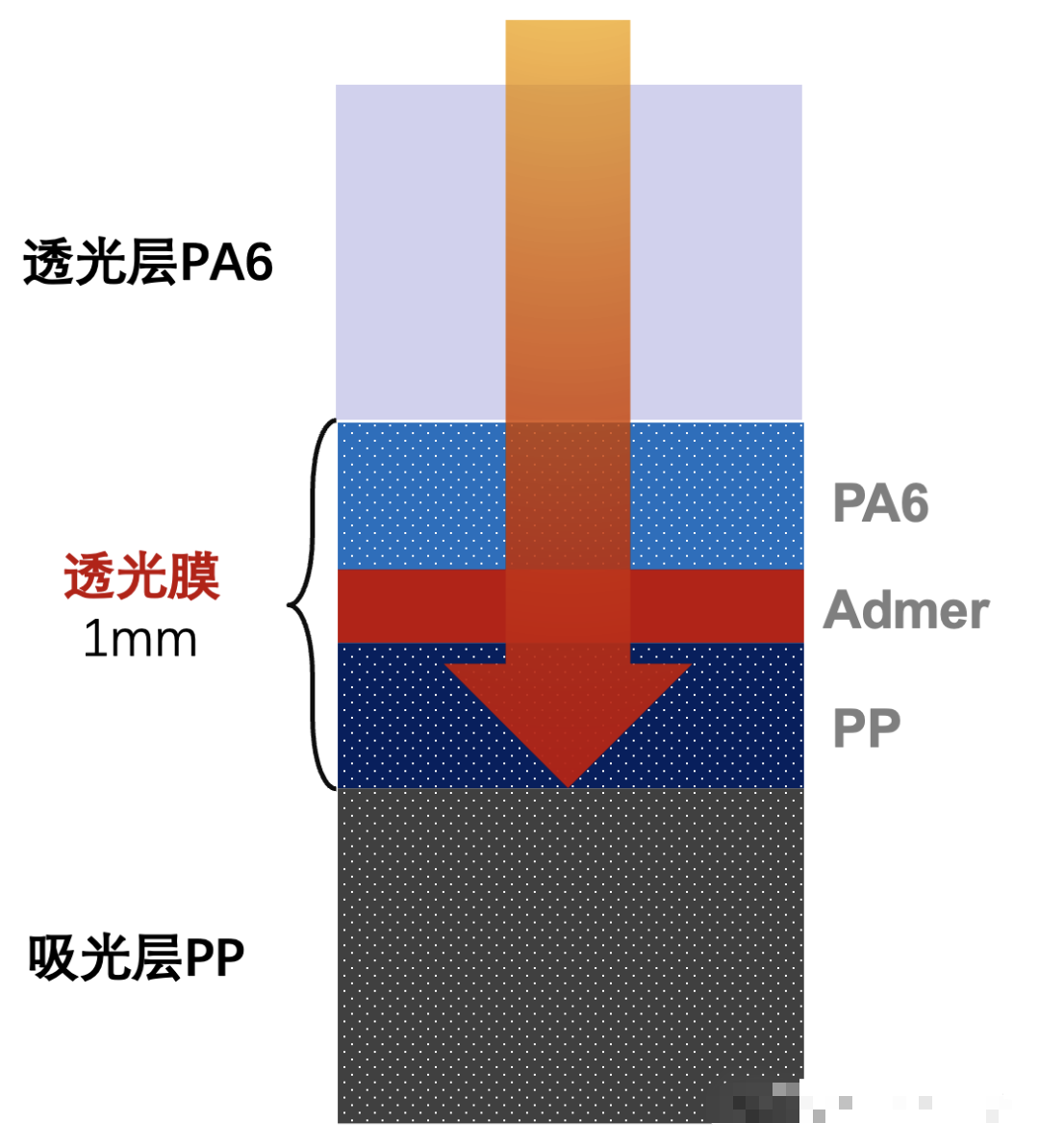
它分子里既有能与 PP 结合的烃链段,又有能与 PA 6 形成氢键的极性端,相当于在两个体系之间建立了一座“分子桥”。
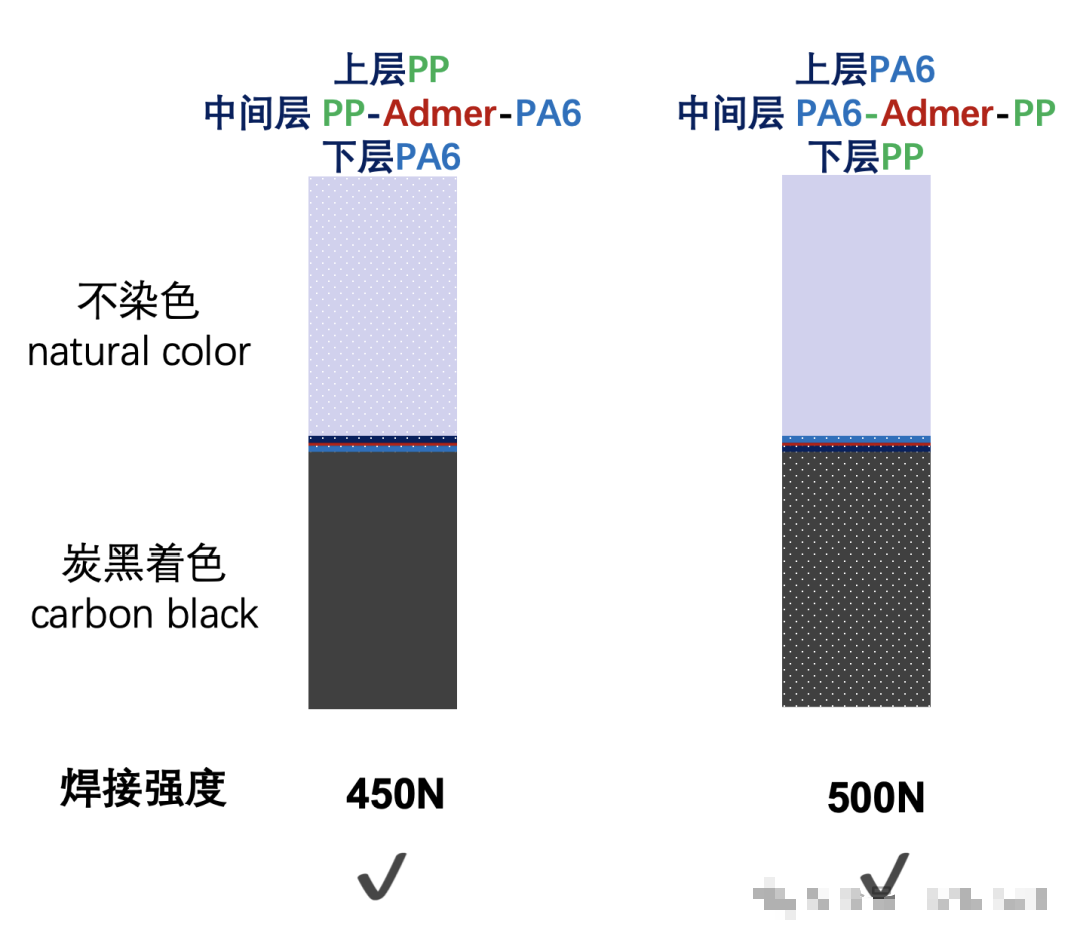
🤛加入 1 mm 厚多层膜(PP / Admer / PA 结构) → 焊接强度 450 N
🤛反向结构(PA / Admer / PP) → 焊接强度提升至 500 N
在激光焊接的热场中,红外能量先被碳黑层吸收,通过热传导使中间膜与透明层逐步熔融。
中间层的作用,不仅是物理缓冲,更是“局部相容化”:
上层融合:PA6 侧先与 PA6 熔融,形成连续层;
冷却锁定结构:中间层的粘结剂结构“冻结”在界面中,保留应力传递通路——焊接强度大幅提升。
要让“焊不上的材料焊上”,关键是界面的工程化设计。
版权与免责声明:
1、凡注明 “来源:塑库网” 的作品,如需转载或摘取,请在文章开头或结尾位置注明:内容来源于【塑库网】小程序。
2、凡注明 “来源:XXX(非塑库网)” 的作品,均转载或摘取自网络公开渠道,其目的在于传递更多的行业信息,不涉及任何商业目的和行为,我们对文中观点保持中立态度。
3、本文所转载/摘取的视频、图片、文字版权均归原作者和机构所有,如涉及侵权问题,请联系我们进行删除。









 塑库专家服务
塑库专家服务
 新品选材
新品选材
 热门文章
热门文章






















