在塑料行业,我们常听到一句话:“加了玻纤,强度就上来了。”
但实际应用中,很多工程师会发现,同样配方、同样含量的玻纤增强材料,拉伸强度表现却天差地别。原因往往就藏在一个细节里——玻纤取向。
-
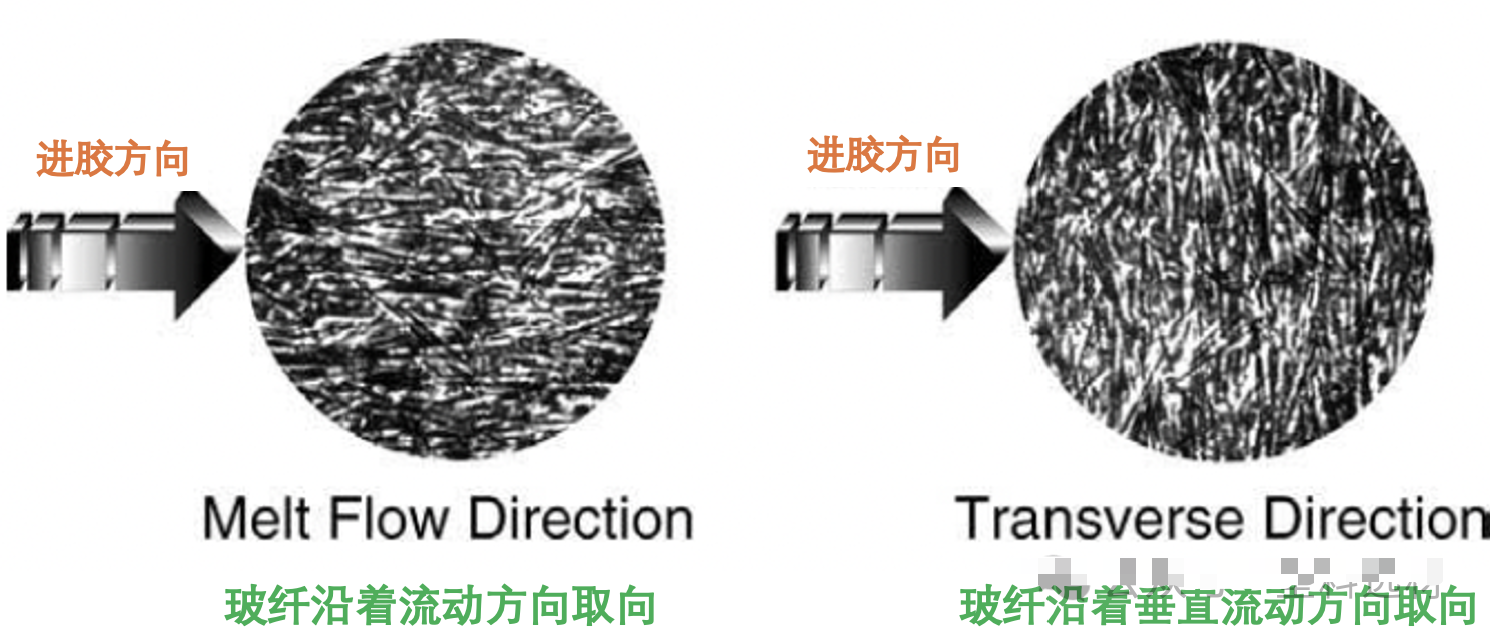
沿流动方向(MFD):玻纤像钢筋一样被拉直、排成队列。
-
垂直流动方向(TD):玻纤横着“挡”在应力路径上。
-
这意味着,零件里不同位置的玻纤“站队方式”不同,直接决定了材料在受力时能否真正“借力”。
-
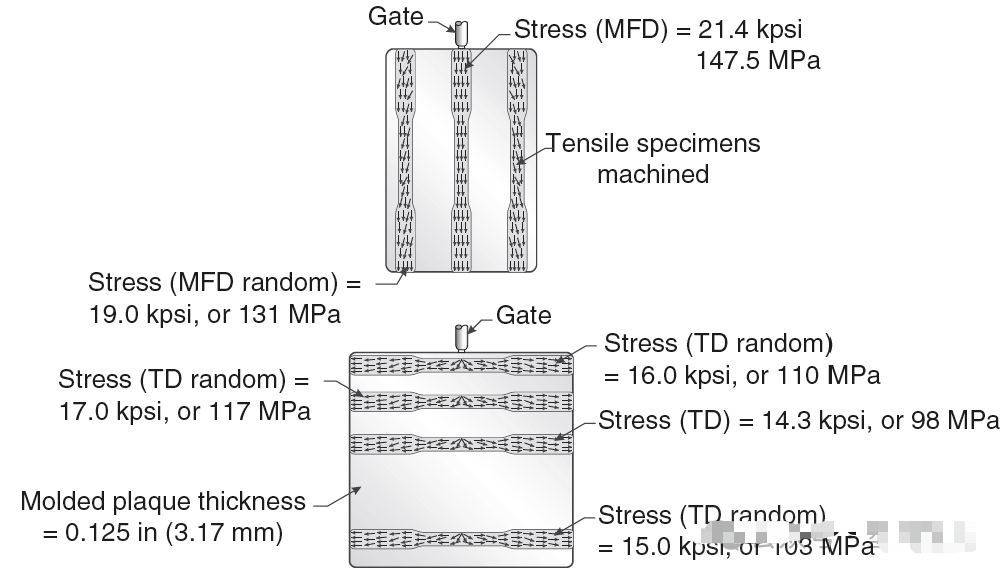
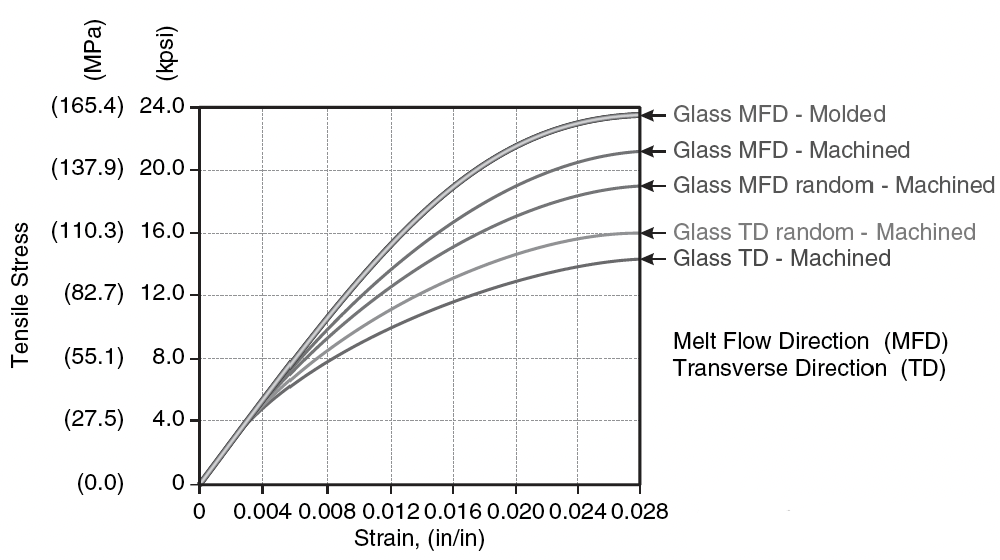
沿流动方向(MFD):拉伸强度最高,21.4 kpsi(147 MPa)。
-
随机取向(MFD random):下降到 19.0 kpsi(131 MPa)。
-
横向(TD):明显降低,仅 14.3 kpsi(98 MPa)。
-
横向随机(TD random):略有改善,但仍只有 103~117 MPa。
PET-30% 材料中由玻璃纤维取向引起的拉伸应力影响
M. Biron, MATERIAL SELECTION FOR THERMOPLASTIC PARTS.2016
换句话说:同样30%玻纤增强,强度差距可以超过 50%!
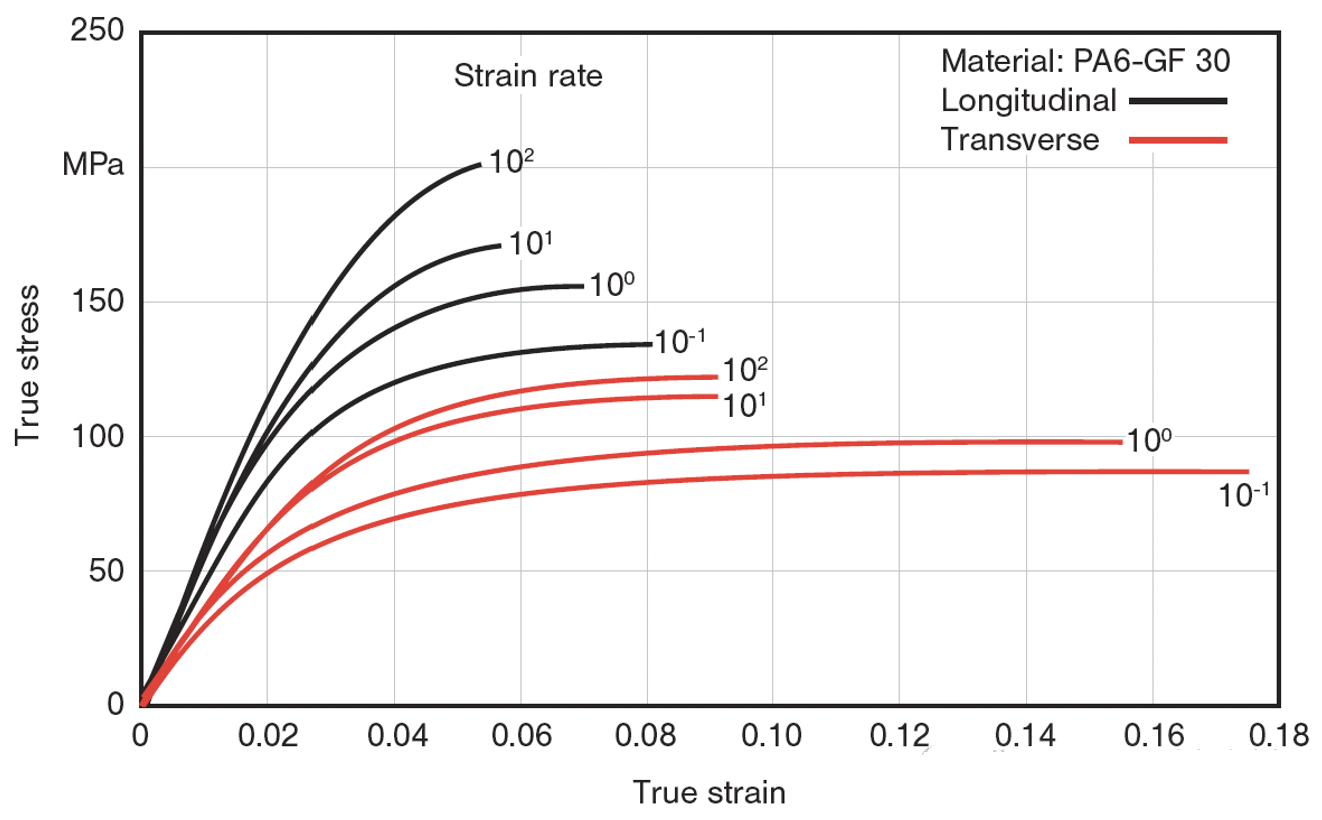
PA6-30% 材料中由玻璃纤维取向引起的拉伸应力影响
-
当拉伸方向和玻纤一致时,纤维能全程承担载荷,就像把力均匀分配到钢筋上;
-
-
横向拉伸时,玻纤几乎帮不上忙,甚至成为“缺口”,导致基体更早破坏。
很多人做材料选型时,只看“含玻纤多少”和“力学性能表”。但要知道:
-
性能数据≠实际零件性能。试样的取向、制品的浇口位置、壁厚、流动路径,都会重塑玻纤的取向
-
拉伸强度方向性明显。如果零件的主要受力方向和玻纤排布不一致,材料的实际表现会大打折扣。
-
它能显著提升强度,但前提是你要让玻纤“站在力的方向上”。
对于选材工程师而言,理解并重视玻纤取向,往往比单纯比拼玻纤含量更能保证产品设计的可靠性。
👉 下次选材料时,请别只问“多少玻纤?”,也要考虑:“玻纤是怎么排的?”
版权与免责声明:
1、凡注明 “来源:塑库网” 的作品,如需转载或摘取,请在文章开头或结尾位置注明:内容来源于【塑库网】小程序。
2、凡注明 “来源:XXX(非塑库网)” 的作品,均转载或摘取自网络公开渠道,其目的在于传递更多的行业信息,不涉及任何商业目的和行为,我们对文中观点保持中立态度。
3、本文所转载/摘取的视频、图片、文字版权均归原作者和机构所有,如涉及侵权问题,请联系我们进行删除。







 塑库专家服务
塑库专家服务
 新品选材
新品选材
 热门文章
热门文章





















