
发布需求
一键发布材料需求,依托强大算法与海量数据,精准对接适配资源。

结构简单,仅仅利用塑料自身特性即可实现装配;
无须填加任何粘接剂、溶剂、填料,无须额外的紧固件;
适用于塑胶件与其它不同材质之间的固定与装配;
通过使塑料加热软化的方式避免应力的产生;
大多数的热塑性塑料包括PC、ABS、PPO、PBT以及玻纤增强塑料如PA66+30%玻纤均可热风热熔和脉冲热熔;超声波热熔不能热熔玻纤增强塑料;
玻纤增强塑料热熔时不会发生脆化;
由于是局部加热,不会对产品中的其它电子元器件造成损坏;
适用于长期振动工作环境下零部件的固定与装配;
生产效率高,可同时热熔多个点或者多个零件,例如在通讯行业最多可一次性热熔200个点,适合大批量、低成本生产;
热熔加工过程无振动、无污染、无噪声、环保、节能、快速、高效。
热熔的缺点是紧固强度低,仅适用于小零件和强度要求不高的场合。
正因为热熔的这些优点,热熔获得越来越多的关注,目前热熔广泛应用汽车、通信、玩具、航空、医疗以及消费类电子等领域。 

3. 热熔的类型
根据热熔柱形状的不同,热熔可分为以下类型:实心热熔柱热熔、沉孔热熔、肋条形热熔柱热熔、空心热熔柱热熔和折边热熔等。
3.1 实心热熔柱热熔
实心热熔柱热熔是最常见的热熔类型。合理设计热熔柱可达到自动对齐并定位功能,简化装配工序,热熔过程简单高效。实心热熔柱尺寸一般不大于塑料壁厚的2/3,最大不超过3mm;尺寸过大一方面容易造成塑胶件表面缩水,另一方面因为厚度过厚而不易加热软化,因此实心热熔柱热熔常用于对固定强度要求不高的场合。
按照成型铆头的形状,实心热熔柱热熔可分为半圆顶形铆头热熔和双半圆顶形铆头热熔两种。
半圆顶形铆头热熔具有以下特点:
适用于热熔柱直径小于1.6mm时;
较小的热熔柱更容易加热软化,热熔周期较短;
在普通的加工条件下可获得完美对称的铆头;
熔点温度较高的半结晶塑料,如PA66+30玻纤,建议采用这种方式;
含有研磨剂的塑料建议采用这种方式;
容易降解的塑料建议采用这种方式。
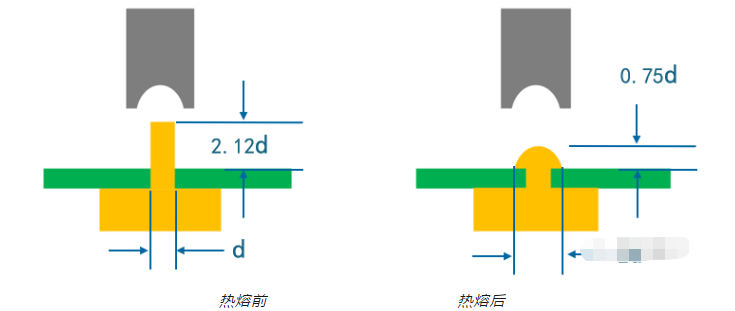
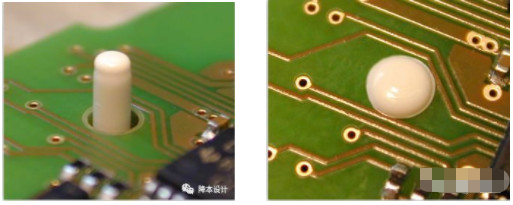
(半圆顶形铆头热熔)
双半圆顶形铆头热熔具有以下特点:
适用于热熔柱直径大于1.6mm时;
低密度无研磨剂的塑料建议采用这种方式;
最容易和最快速的方法热熔大量的塑料;
热熔焊头的对齐非常重要;
类似于拉钉装配,提供了非常美观的外观。
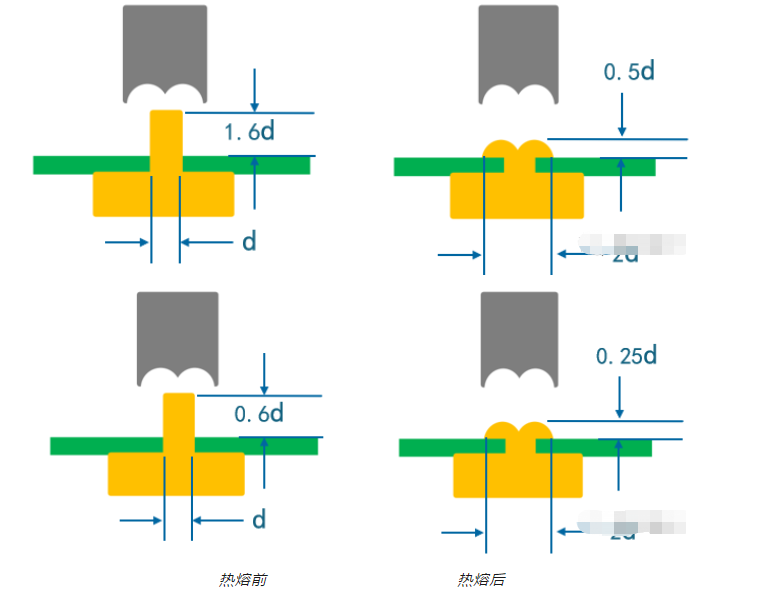

(双半圆顶形铆头热熔)
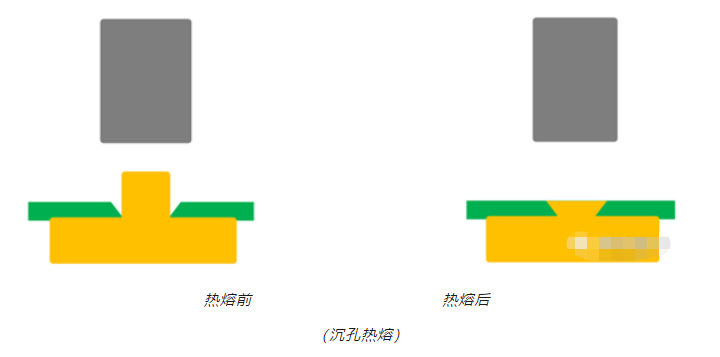
3.2 沉孔热熔
当产品外形有平整度要求、或有其它装配要求时,常常要求热熔后成型铆头不能突出于表面,此时可将被紧固零件对应孔设计成沉孔。沉孔热熔具有以下特点:
适用于热熔后装配平面有平整度要求时;
要求被紧固零件有充足厚度以进行沉孔设计;
热熔柱的体积很重要,需确保不会超过沉孔容纳的上限。
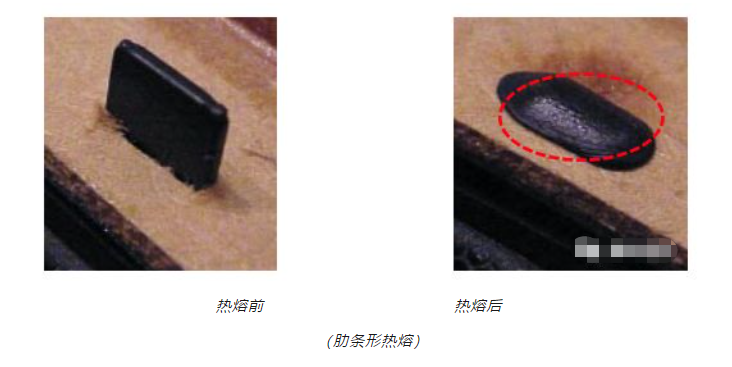
3.3 肋条形热熔柱热熔
将实心热熔柱设计成肋条形可提高紧固强度,肋条形热熔柱热熔具有以下特点:
适用于装配空间有限,但对紧固强度要求较高的场合;
热熔焊头及工艺比较复杂。
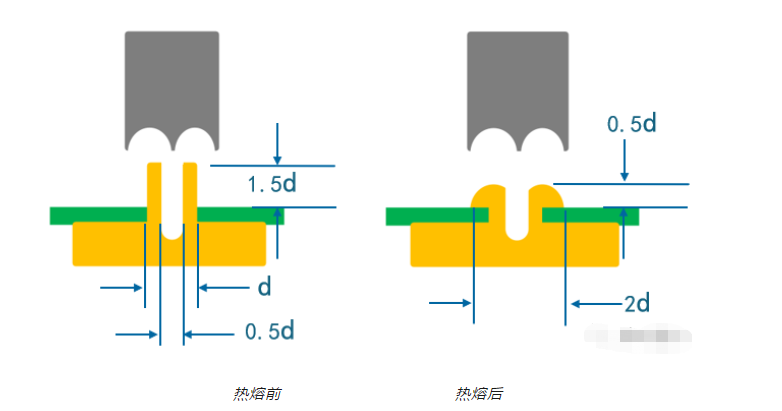
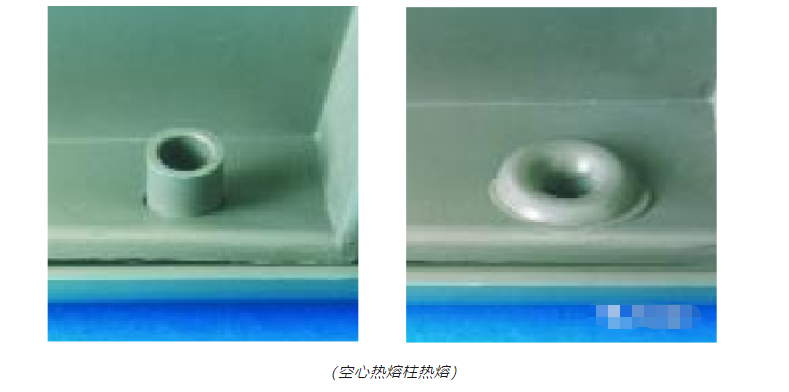
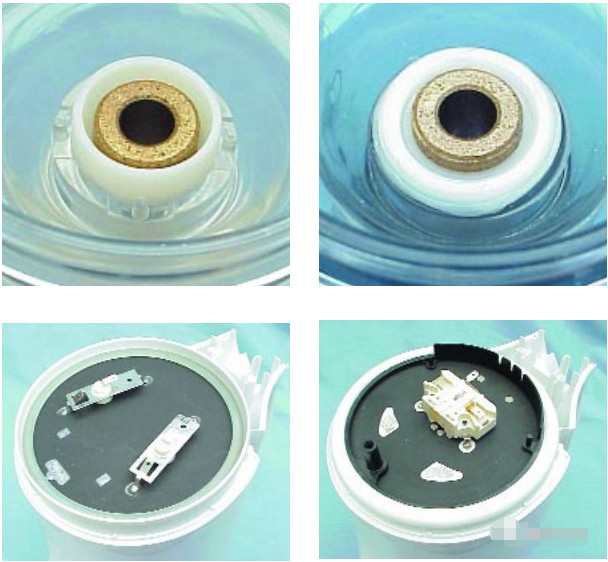
3.4 空心热熔柱热熔
为保证热熔质量,必须确保热熔柱在再次成型前必须完全软化,较小直径的热熔柱相对较大直径的热熔柱更容易软化。当实心热熔柱外径大于4mm时,热熔柱就不容易加热软化或者加热时间变长,此时可将热熔柱设计成空心,可以在较短的时间内加热软化较多的塑料。空心热熔柱的热熔方式类似于实心热熔柱热熔,但紧固强度远大于实心热熔柱。空心热熔柱的壁厚在0.75~2mm之间,1.25mm的壁厚适用于大多数的场合。
空心热熔柱热熔具有以下特点:
适用于热熔柱直径大于4mm时;
空心热熔柱内外侧同时加热,加热速度快,成型更均匀;
紧固强度较高;
外形美观漂亮;
当需要拆卸时,可使用自攻螺钉进行替换;
塑料背面不会产生缩水缺陷,当产品外观要求时,建议采用这种方式。
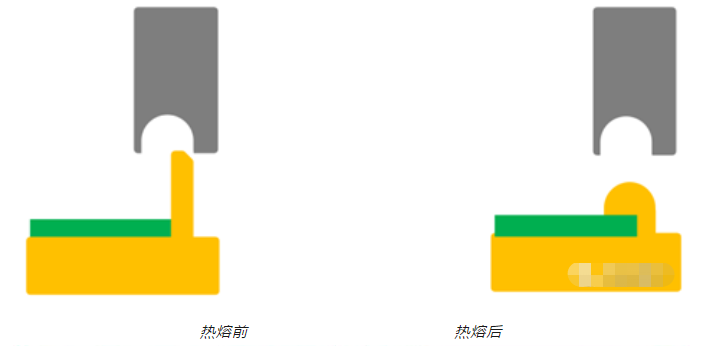
3.5 折边热熔
折边热熔是将肋条形热熔柱放置于被紧固零件的边沿或周围,加热使其折边软化,利用焊头将其翻卷,从而将另一零件紧固。
折边热熔具有以下特点:
适用于被紧固零件是长条形、没有足够空间开孔时;
适用于被紧固零件因为强度等原因不能开孔时;
适用于因为空间限制无法用其它方式进行热熔时或者无法用其它装配方式时;
不会破坏被紧固零件的完整性。

(折边热熔)
4. 热熔设计指南
A. 热熔柱的类型、尺寸、数量和位置等的选择并没有规定。一般来说,这取决于紧固强度、边角支撑要求和外观等;
B. 在零件的边角、较长处、较弱处等适当增加热熔柱。为了外观的均衡与和谐,也可增加额外的热熔柱,尽管从紧固强度看并不需要。
C. 一般来说,空心热熔柱可以提供较大的紧固强度,因此具有较大的设计自由度,是热熔设计的第一选择。
D. 当热熔柱的背面是重要外观面时,需要注意热熔柱的壁厚,避免外观面缩水;此时,空心热熔柱是第一选择,并在热熔柱根部使用掏空的设计;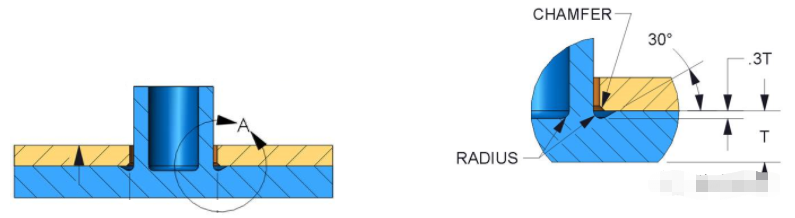
E. 避免在斜面上设置热熔柱;如果别无选择,需要进行如下图所示的优化。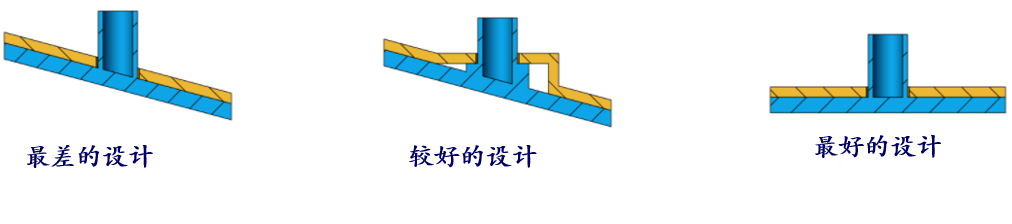
F. 避免在壁厚较薄处设置热熔柱;如果别无选择,需要保证热熔柱的厚度占该处壁厚的70%。
G. 当热熔面与塑胶件底部距离加大时,可以使用支柱式热熔柱。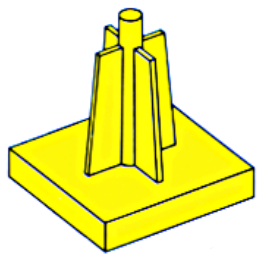
H. 热熔柱的顶端或者被固定零件的热熔孔底端应当设计圆角,以便于装配。热熔柱与壁的连接处应当添加圆角或掏空的设计,以避免应力集中。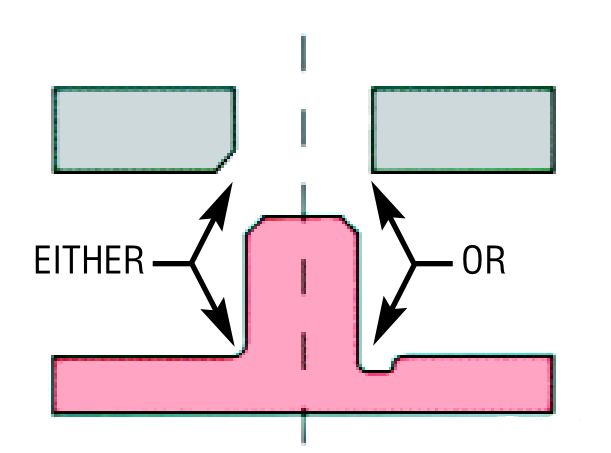
I. 汽车零部件的热熔因为强度要求,推荐使用直径不小于4mm的空芯热熔柱。
J. 热熔柱应当远离热敏元件、以及塑胶件薄弱部位,避免热熔时造成破坏。
K. 塑胶件的设计应当为热熔焊头的工作预留足够的空间。

 塑库专家服务
塑库专家服务
 热门文章
热门文章







