
发布需求
一键发布材料需求,依托强大算法与海量数据,精准对接适配资源。
引言:困扰注塑行业的"浮纤"难题
在玻纤增强材料注塑成型过程中,"浮纤"是最常见的表面缺陷之一,表现为制品表面因玻纤外露而呈现不平整的外观。这种现象不仅影响产品美观度,还可能影响后续喷涂、电镀等二次加工效果。今天,我们就来深入剖析浮纤问题的成因及解决方案。
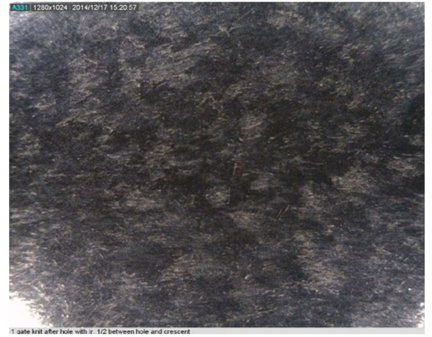
玻纤增强制品的表面
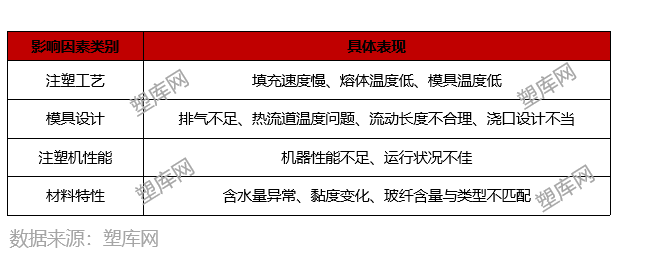
一、浮纤问题的影响因素全景图
浮纤问题是一个多因素共同作用的结果,主要涉及四大方面:
二、注塑工艺因素深度解析
问题本质:慢速填充使玻纤有足够时间浮到制品表面
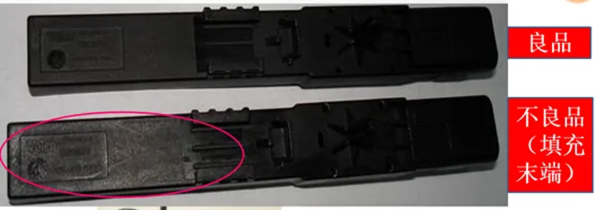
解决方案:
提高填充速度,形成富含树脂的表面层
确保填充压力不超过机器最大压力的90%
关键发现:熔体温度每降低10℃,表面浮纤程度增加15-20%
专业建议:
使用熔体探针实测温度,而非仅看料筒设定值
将温度提高到推荐范围上限(但避免材料降解)
行业经验:模具温度通常需要设置在推荐上限
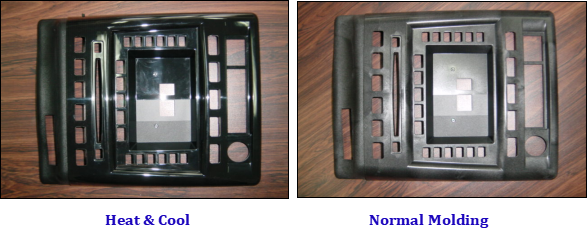
实践要点:
使用高温模温机(>100℃)或热油系统
明确标注模具所需模温机类型,防止误用
三、模具设计关键要点
核心矛盾:快速填充需要充分排气,但排气过度可能导致飞边
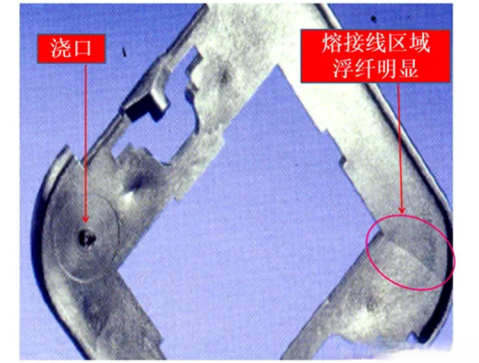
浮纤不良图片(伴有熔接线,困气)
创新方案:
在熔接线末端设置溢流槽
采用多级排气结构
常见误区:热流道温度设置与料筒温度不一致
最佳实践:
热流道温度应设置为材料熔融温度范围
设计准则:
避免浇口过度限制导致压力骤升
浇口尺寸与位置需匹配材料流动特性
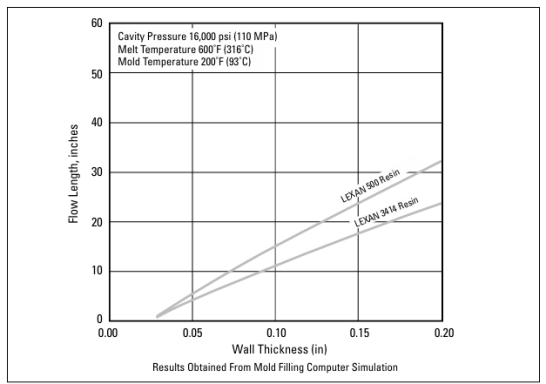
Sabic PC+玻纤材料不同厚度的圆盘流动长度
防止浇口过小导致喷射纹加重浮纤

浮纤不良品图片(喷射浮纤)
四、材料因素深度剖析
特殊现象:尼龙材料含水量高反而可能改善表面质量
管控建议:
建立材料含水量的季节性调整机制
行业教训:玻纤浸润剂质量直接影响产品外观
选材指南:
与供应商明确玻纤浸润剂规格
高玻纤含量(如33%)需特别关注工艺调整
五、经典案例启示录
注塑机性能差异案例:同一工艺在两台机器上效果迥异,速度线性度测试揭示关键差异
玻纤批次问题案例:更换玻纤供应商导致大面积浮纤,问题根源在于浸润剂不匹配
排气优化案例:通过创造性使用"伪浇口"解决熔接线区域浮纤问题
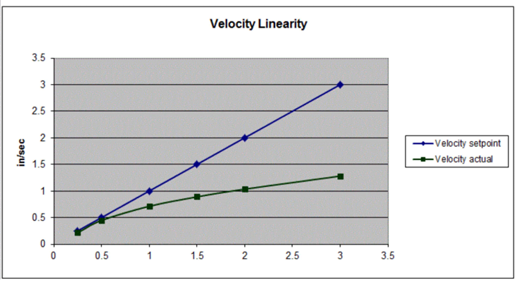
速度线性度图表:注意线性度较差
总结:浮纤问题解决之道
优先原则:先解决主要矛盾(通常为工艺参数),再处理次要因素
系统思维:建立"工艺-模具-设备-材料"四位一体的解决方案
预防为主:在新模具开发阶段就考虑浮纤预防措施
数据驱动:建立关键参数的过程控制图表
持续改进:形成浮纤问题的快速响应机制和经验数据库
终极建议:浮纤问题没有"放之四海而皆准"的解决方案,必须结合具体产品、材料和设备条件,通过系统分析和实验验证,才能找到最佳平衡点。

 塑库专家服务
塑库专家服务
 热门文章
热门文章







