浇口附近有未溶化的颗粒。对薄壁制品来说是不可能获得光滑的表面。
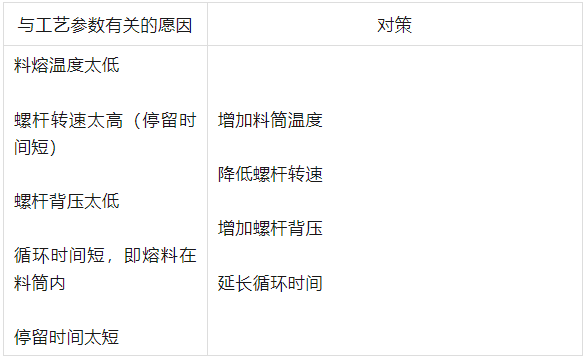
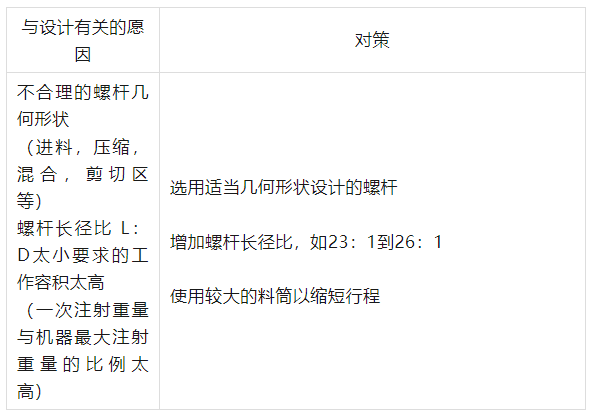
物理原因
由于薄壁制品生产成型周期短,因此通常都以很高的螺杆转速进行塑化造成熔料在螺杆料筒内残留时间缩短。在碰到薄壁制品生产的时候,通常包括PE和PP,模具工会试着降低熔料温度以缩短冷却时间,因此,未完全溶化的颗粒也会被注射进模具内。
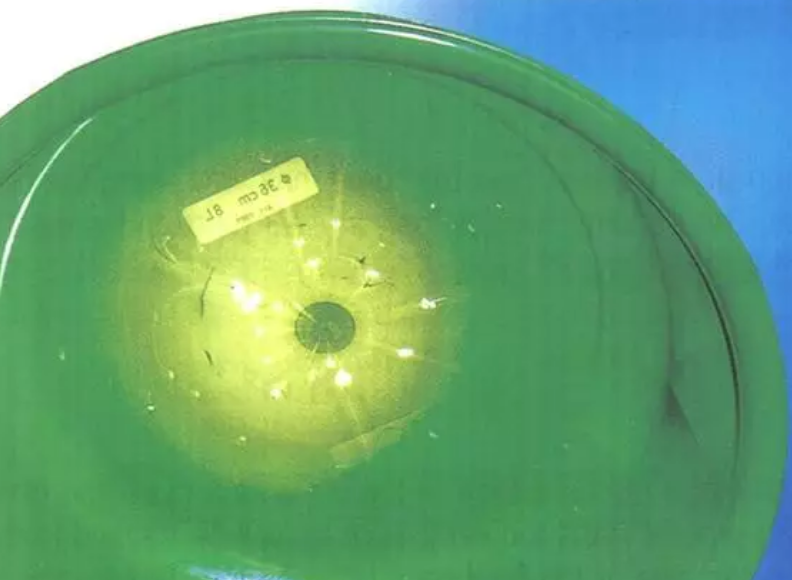
用PP料制成的脸盆在料头附近有未熔化的颗粒,这是因为料筒温度太低及螺杆背压太低
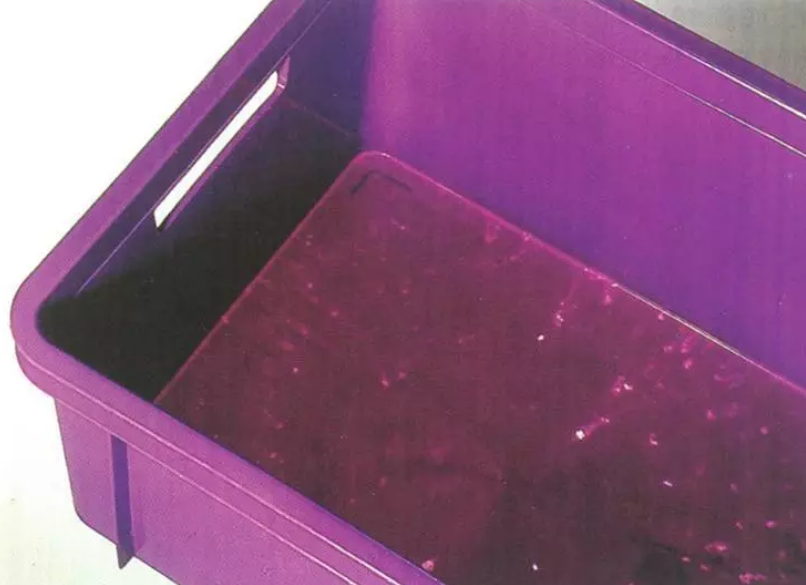
PE做成的容器在整个底部显现出许多未熔化的颗粒:计量距离,即螺杆行程的利用率,对相对较短的循环周期来说太长,导致材料在料筒内的残留时间太短,来不及融化。
版权与免责声明:
1、凡注明 “来源:塑库网” 的作品,如需转载或摘取,请在文章开头或结尾位置注明:内容来源于【塑库网】小程序。
2、凡注明 “来源:XXX(非塑库网)” 的作品,均转载或摘取自网络公开渠道,其目的在于传递更多的行业信息,不涉及任何商业目的和行为,我们对文中观点保持中立态度。
3、本文所转载/摘取的视频、图片、文字版权均归原作者和机构所有,如涉及侵权问题,请联系我们进行删除。


 塑库专家服务
塑库专家服务
 热门文章
热门文章







