






发布需求
一键发布材料需求,依托强大算法与海量数据,精准对接适配资源。
无卤阻燃高温尼龙(如PA6T/PA9T/PA10T+GF+无卤阻燃剂)凭借其优异的耐热性、机械强度和环保特性,已成为新能源汽车高压连接器、电子电器SMT部件的“标配”材料。
但不少同行反馈:这材料性能是强,就是“脾气”难捉摸——明明配方没问题,注塑出来却颜色发暗、浇口发黑,白色件更是想都不敢想。
变色不只是外观问题,往往还伴随着材料降解、力学性能下降。今天咱们就把无卤阻燃高温尼龙注塑变色的原因和解决方案一次性说清楚。
01 为什么会变色?三个层面的原因
无卤阻燃高温尼龙的注塑变色,通常不是单一因素造成的,而是材料体系、加工工艺、模具设计三者共同作用的结果。
(1)材料体系层面的原因
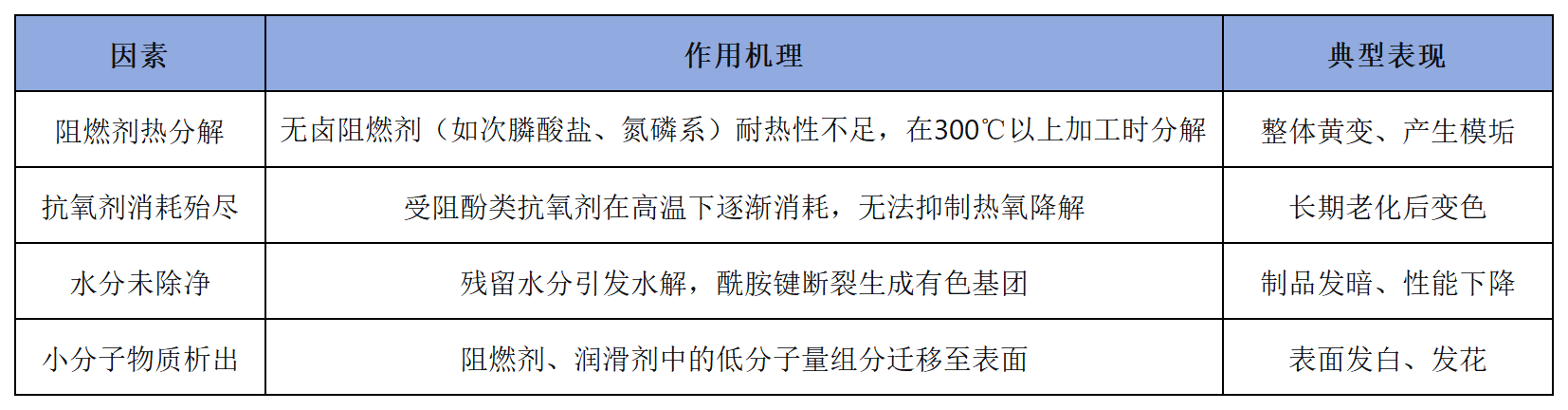
(2)加工工艺层面的原因
合聚集团的实验研究表明,料筒温度、注射速度、螺杆转速对变色影响显著:
料温过高:当料温从285℃升至305℃时,浇口发黑、整体变暗的几率大幅上升
局部过热:浇口、熔接线等位置因高剪切产生局部高温,导致材料分解
停留时间过长:熔体在料筒内停留时间过长,反复受热降解
(3)模具设计层面的原因
排气不良:阻燃剂分解产生的气体无法及时排出,在型腔内被压缩升温,导致烧焦
浇口过小:高剪切产生局部过热,引发浇口位置发黑
02 解决方案:从源头到工艺的系统对策
(1)材料体系优化(治本之策)
选择热稳定性更高的阻燃剂
不同无卤阻燃剂的热稳定性差异显著。次膦酸盐类(如OP1230、OP1240)热分解温度>340℃,可满足高温尼龙加工要求。氮磷系膨胀型阻燃剂需确认其耐温等级是否匹配。
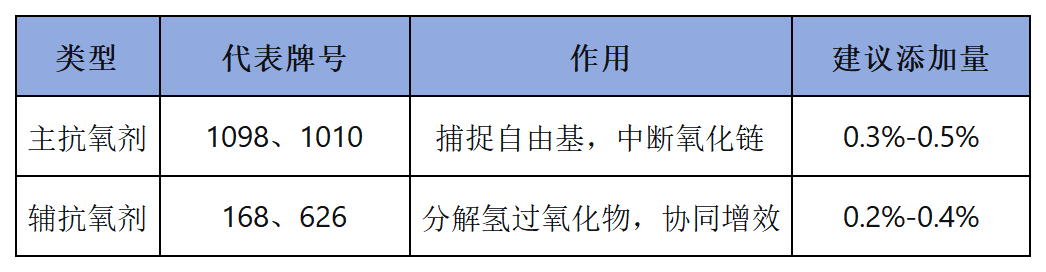
复配高效抗氧体系
高温尼龙抗黄变的核心是酚类主抗氧剂 + 亚磷酸酯辅抗氧剂复配。
对于接触金属的应用(如嵌入铜端子),还需添加金属钝化剂(如MD 1024),防止金属离子催化氧化。
严格控制水分
高温尼龙加工前必须干燥至水分含量<0.05%(建议120-140℃干燥4-8小时,露点-40℃以下)。湿料加工是黄变的最常见原因。
选用耐高温润滑剂
普通润滑剂(如EBS)在高温下易分解变色。建议选用高分子量硅酮母粒、褐煤酸酯(E蜡、OP蜡)等耐温>300℃的润滑剂。
(2)加工工艺优化(直接手段)
合聚集团针对无卤阻燃PA66+GF30的工艺优化实验给出了明确结论:
料筒温度:不宜过高,不宜过低
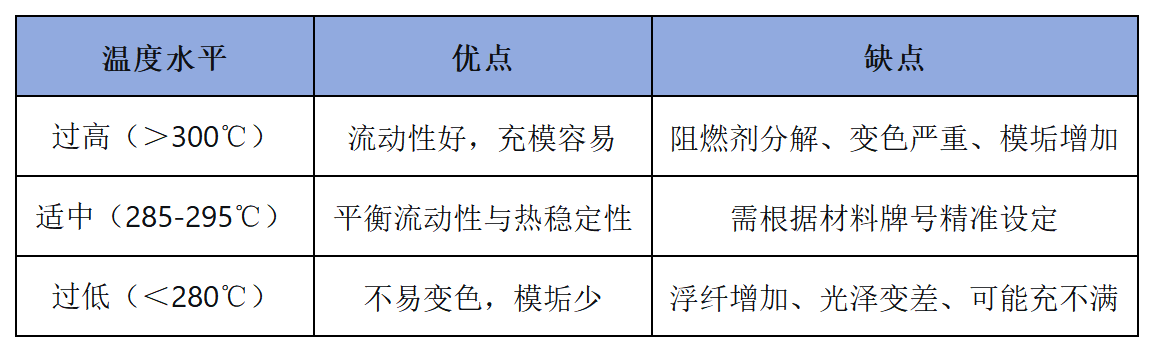
建议设定原则:下料口温度略低于熔点,压缩段逐段提升,射嘴处适当降低防止流涎。
(3)注射速度:中高速填充,末端减速
射速过低:浮纤增加,表面光泽差
射速过高:浇口处因高剪切发黑,末端困气烧焦
推荐策略:采用中高速(60%-80%)填充主体,接近充满时降速(20%-40%),使气体顺畅排出
(4)模具温度:兼顾外观与析出
模温过低:浮纤严重,光泽差
模温过高:阻燃剂析出增加,模垢严重,排气槽可能失效
推荐范围:80-120℃(根据材料牌号调整)
(5)螺杆转速与背压
避免过高螺杆转速(建议30-60 rpm),减少剪切热
背压适中(0.5-1.5 MPa),确保塑化均匀但不至于过热
(6)模具设计优化(保障手段)
加大排气槽深度:无卤阻燃高温尼龙产气量大,排气槽深度建议0.02-0.04mm
浇口设计:避免过小浇口,减少局部剪切热
定期清理模垢:阻燃剂分解物易附着模具,需定期清理
03 常见变色现象及处理建议
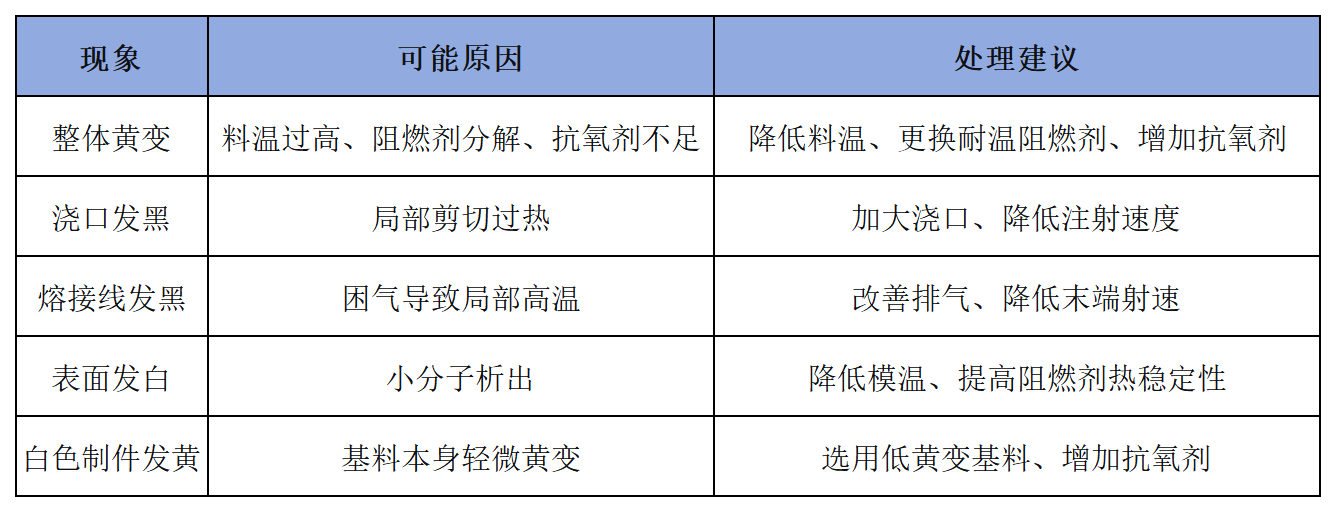
04 总结:
做好这三步,变色可防可控
材料端打好基础:选对阻燃剂(耐温>340℃)、配对抗氧剂(酚类+亚磷酸酯)、干燥到位(水分<0.05%)
工艺端精准控制:料温285-295℃、中高速填充末端减速、模温80-120℃
模具端保障顺畅:排气槽足够、浇口设计合理、定期清理模垢
无卤阻燃高温尼龙的注塑变色,本质是材料热稳定性与加工热历程之间的博弈。只要摸清材料的“脾气”,从配方到工艺系统优化,完全可以把变色控制在可接受范围内。

 塑库专家服务
塑库专家服务
 新品选材
3000+ 合作案例
缺陷解决
专业团队1V1跟进
新品选材
3000+ 合作案例
缺陷解决
专业团队1V1跟进
 热门文章
热门文章























