






发布需求
一键发布材料需求,依托强大算法与海量数据,精准对接适配资源。
高温尼龙(如PA6T、PA9T、PA10T、PA46、PPA等)因其出色的耐热性(长期使用温度>150℃)、机械强度、尺寸稳定性和耐化学性,已成为新能源汽车连接器、电子电器SMT部件、LED反射支架等领域不可或缺的关键材料。
然而,高性能的背后是更高的加工门槛。高温尼龙的加工温度通常在300℃-340℃,远高于普通尼龙(240℃-280℃)。加上其高结晶特性、常与高比例玻纤(GF)并用,导致加工过程中问题频出:颜色不准、浮纤严重、黄变难控、流动性不足……
本文将系统梳理高温尼龙加工中最常见的几大难题,并给出对应的解决思路,希望能为从业者提供一些参考。
01 )配色难:300℃+高温下,颜料“扛得住”吗?
高温尼龙加工的首要难题是配色。普通塑料常用的颜料在300℃以上极易分解、变色或升华,直接导致颜色偏移、产生黑点、甚至释放刺激性气味。
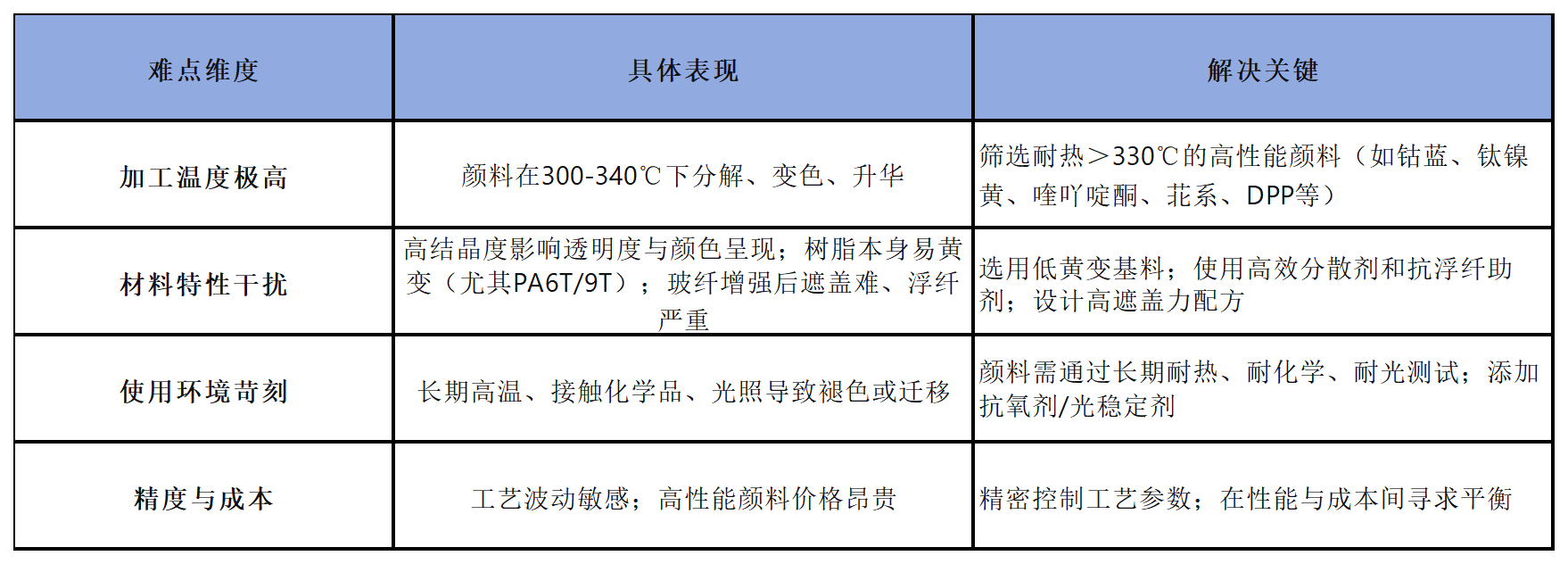 表:高温尼龙配色核心难点与解决方向
表:高温尼龙配色核心难点与解决方向一句话总结: 高温尼龙配色,选对颜料是第一步,但远非全部——还需配合优化的载体体系、助剂和工艺控制。
02 )浮纤与外观缺陷:玻纤增强后的“面子”难题
绝大多数高温尼龙应用都需要添加高比例玻纤(30%-50%),这使得浮纤和表面光泽度差成为常见痛点。
浮纤原因:
玻纤与树脂流动性差异,导致纤雏在表面富集
熔体流动过程中,玻纤取向混乱
树脂对玻纤的浸润性不足
解决思路:
添加抗浮纤助剂:如特定结构的硅酮母粒、润滑剂、偶联剂,可改善玻纤与树脂的界面结合,减少表面析出。
优化模具与工艺:提高模具温度、加快注塑速度、优化浇口位置,有助于减少浮纤。
选用专用相容剂:如马来酸酐接枝物,增强玻纤与尼龙的结合力。
03 )黄变与降解:高温下的“内伤”
高温尼龙在加工过程中,由于长时间处于高温环境,容易发生热氧老化,表现为黄变、力学性能下降。
黄变来源:
树脂本身的热氧化(尤其是PA6T/9T)
残留单体或低聚物的降解
颜料或助剂的分解
对策:
抗氧体系优化:选用高效抗氧剂组合(如主抗氧剂+辅助抗氧剂),延缓热氧老化。
聚合工艺改进:如万华化学开发的“分子量稳定可控的高温尼龙预聚物制备方法”,从源头提高树脂的热稳定性。
低黄变基料选择:优先选用本身颜色更白、抗黄变性能更好的牌号。
04 )流动性不足:薄壁件成型的“拦路虎”
高温尼龙本身熔体黏度较高,加上高玻纤填充,流动性往往较差,导致薄壁件注塑不满、成型压力高。
改善途径:
聚合端优化:通过共聚改性(如引入第三单体)调节分子链结构,提升流动性。例如PA5T/56共聚物可设计出宽加工窗口。
助剂辅助:添加超支化聚酰胺等特殊助剂,可使熔融指数提升0.5-2.0倍,同时降低加工温度。
工艺调整:适当提高模具温度、注塑压力和速度。
05 )从源头优化:聚合工艺的进步
加工问题的根源,往往可追溯到树脂本身的品质。近年高温尼龙聚合工艺的技术升级,为解决加工难题提供了“上游方案”。
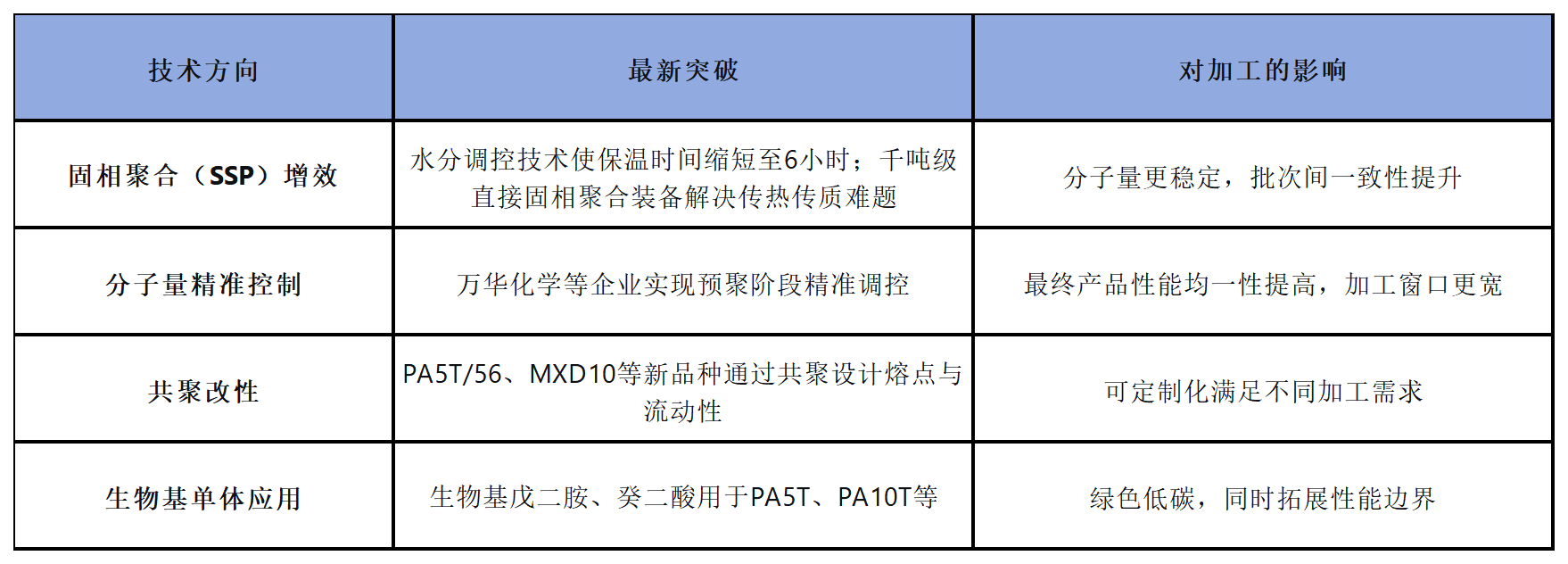
聚合工艺的进步,正在让高温尼龙变得更“好加工”。
06 )未来趋势:从“被动应对”到“主动设计”
展望未来,高温尼龙的加工问题将不再是“事后补救”,而是通过材料-工艺-应用一体化设计实现源头优化:
工艺集成与连续化:“预聚+熔融缩聚”连续工艺将更普及,生产效率大幅提升
智能化控制:利用AI模型实时监控调控聚合参数,实现分子量的预测性控制
定制化产品:针对不同应用(如AI服务器连接器、氢能源部件)开发专用牌号

 塑库专家服务
塑库专家服务
 新品选材
3000+ 合作案例
缺陷解决
专业团队1V1跟进
新品选材
3000+ 合作案例
缺陷解决
专业团队1V1跟进
 热门文章
热门文章























