
发布需求
一键发布材料需求,依托强大算法与海量数据,精准对接适配资源。
当降本增效进入深水区:
原材料已经全面国产,价格降无可降;
零件壁厚已经无法再薄,重量无法再减轻;
产品结构对标行业老大,或者本身就处在行业老大位置,已经没有对标对象了;
我们会发现,此时想再通过产品结构设计来降本,真是难上加难。
别急,我们还有最后一个大招,使用新材料和新工艺。
最近在学习热压成型工艺时,发现不少行业,针对小批量生产的大型零件,成功应用热压成型去代替金属、代替注塑成型、代替复合材料,来进行降本。
这就是新材料新工艺的降本案例。
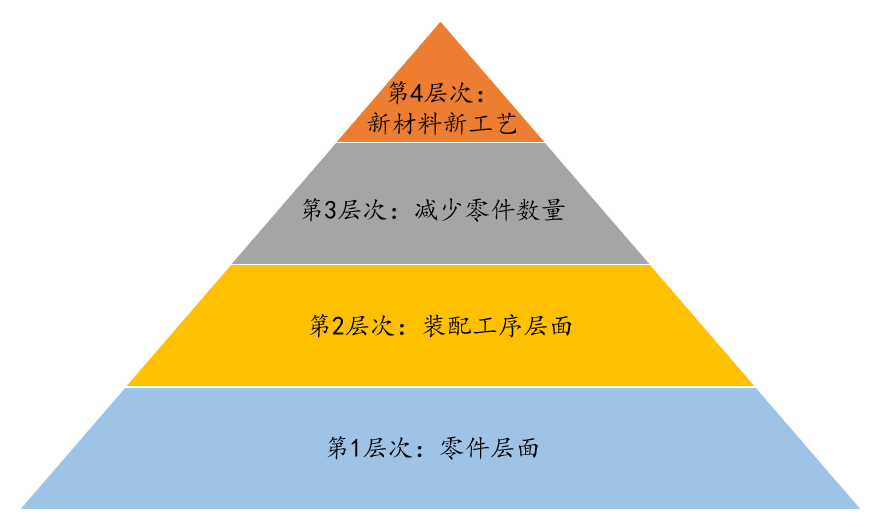
1 降本设计的最高层次:使用新材料新工艺



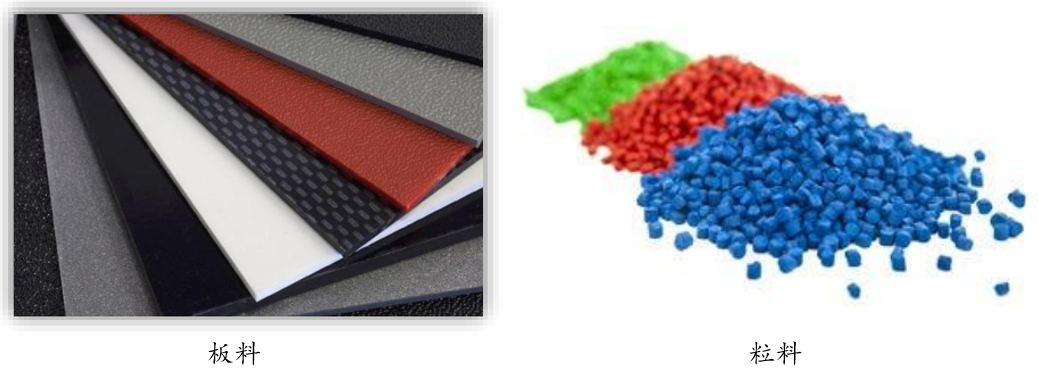
塑料原料为粒料
有多种颜色可以选择
塑料种类众多,甚至可以根据要求定制
热压成型:
塑料原料为板料
有多种颜色、厚度及表面纹理可供选择
塑料种类众多,甚至可以根据要求定制
板料可以通过塑料与玻纤或复合材料共挤而得,以满足机械强度或者外观等要求,这是热压成型在材料上相对于注塑成型的主要优势。当然,板料的生产过程需要成本。
3.5 表面处理
注塑成型:
大多数的零件需要通过后处理,例如喷漆或电镀等获得所需外观面
高光或低光外观面可以通过直接注塑而得
可以咬花
热压成型:
大多数的零件不需要通过后处理, 即可获得出色的外观
高光或低光外观面可以通过直接热压而得
可以咬花

4 热压成型塑胶件 VS 玻纤零件
4.1 批量大小
玻璃纤维(FRP/GRP)零件主要用于批量很小的项目或者原型产品。当批量增加到每年250至3000个时,与玻璃纤维相比,热压成型更具成本优势。
当然,无论是热压成型还是玻璃纤维成型工艺,在大批量生产时都没有成本优势。
4.2 材料
热塑性聚烯烃(TPO)是替代玻璃纤维零件的首选塑料材料。与玻璃纤维材料相比,TPO更耐用、抗裂、抗紫外线、且更轻。
还有各种各样的特种原材料,每种材料都是为特定行业和环境设计的,在抗拉强度、易燃性、耐化学性和重量等方面具有不同的性能特征。可以设计材料符合行业标准,如EN45545、德国工业标准5510-2等。
4.3 交付周期
玻璃纤维零件主要通过手糊成型、模压成型和层压成型等加工而成,这些都是劳动密集型的,并且通常需要多套模具来生产一个零件。与热压成型相比,生产率效较低、成本较高同时交付周期较长。
另一方面,热压成型过程高度自动化,相对简单,通常需要较少的劳动力。每个零件仅使用一套模具。因此,与玻璃纤维加工工艺相比,交付周期往往更短,模具和人工成本低。单从纯工艺的角度来看,热压成型的生产周期通常只有玻璃纤维加工工序的六分之一。
▲单个零件的生产周期
4.4 外观表面
玻璃纤维可供选择的高质量外观较有限。
而热压成型有多种颜色和外观纹理可供选择,也可以采用丝网印刷和喷漆等后处理工序,增加外观的多样性。
因此,热压成型具有更多的美观和实用选择。
4.5 模具
一套玻璃纤维的模具成本大约只有热压成型模具成本的一半。
然而,因为玻璃纤维加工工艺的生产效率非常低,当产品批量增加时,通常需要两套或者多套模具,总体模具成本反而会高于热压成型。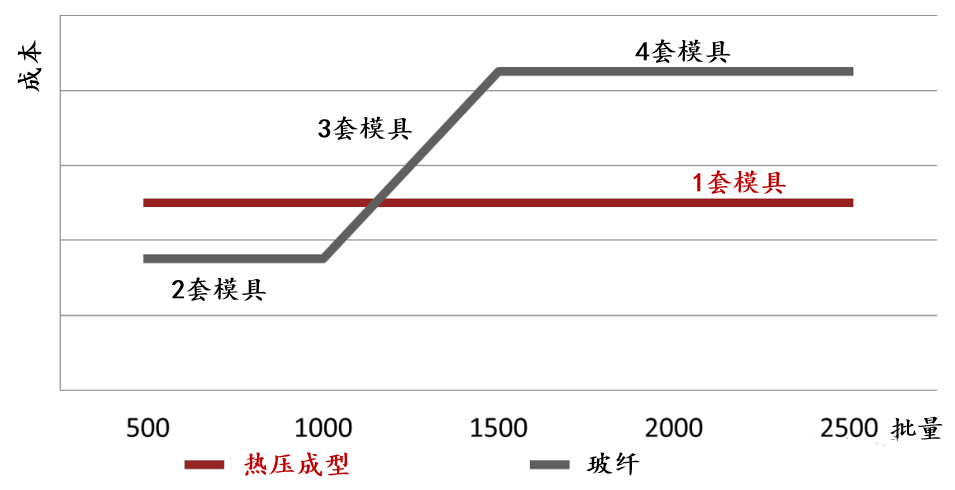
4.6 重量
与玻璃纤维相比,热成型塑料零件重量轻,可以大大减轻零件重量。典型的热成型零件平均比玻璃纤维零件轻30%。
最后的话
通过新材料新工艺,代替现有产品使用的材料工艺,这是降本的最高层次。
一般来说,这通常可以产生较大幅度的降本。
然而,要实现材料工艺的代替,绝非易事;这要求工程师去学习和掌握各种各样的材料和工艺知识。
幸运的是,在知识大爆炸的时代,想要学习这些知识其实并非难事,网络上、书籍上到处都有。
中国制造业的发达,也可以让我们能够随时随地找到相关材料和工艺的供应商。
我们欠缺的,可能仅仅是一个降本的思路和一个主动出击的态度。

 塑库专家服务
塑库专家服务
 热门文章
热门文章







