在热塑性塑料领域,提到焊接工艺,多数工程师首先想到的是超声波焊接、热板焊接甚至螺钉固定。但实际上,还有一种更为干净、高强、精准的连接方式,正在被越来越多高端场景采用,那就是——激光焊接(Laser Welding)。
本文将从基础原理讲起,帮你理解为什么激光焊接不只是一个“好听”的技术名词,而是一项可以改变你产品性能与外观表现的工艺革新。
简单来说,激光焊接是用激光束穿透上层塑料,加热并熔化下层塑料,然后通过热传导使上层材料也熔化,在加压状态下形成强度极高的焊缝。
这种方式通常采用“搭接式焊接”(Overlap Welding)结构,上层为激光透明,下层为激光吸收层。
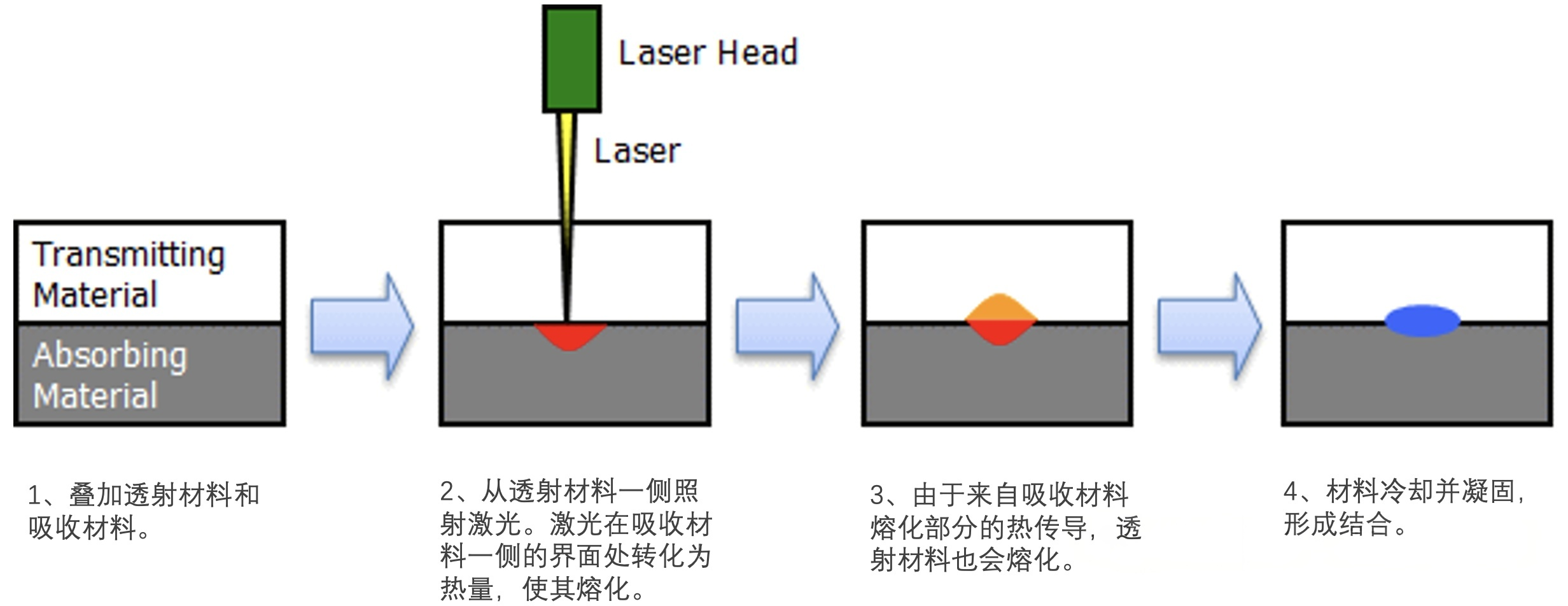
📌 焊接流程如下:
-
-
-
-
与超声波焊接、热板焊接不同,激光焊接几乎不产生颗粒、飞边或残渣,这一点在医药、电子、传感器、微流控芯片等对洁净度和结构完整性要求极高的领域尤为重要。
✅ 精准控制:激光聚焦极小区域,可实现微焊接,不影响周边敏感元件;
✅ 气密性高:适用于液体密封、气密壳体等结构性连接;
✅ 强度高:可实现接近母材强度的焊接效果,适用于承力结构;
✅ 自动化友好:支持高速自动化生产,重现性好,废品率低。
你也许会问,既然焊接靠的是激光加热,那为啥还需要“激光透明”和“激光吸收”?
-
上层材料需透过激光波长(典型为808~1064nm);
-
下层材料需吸收该波长能量,常加入碳黑或专用红外吸收剂(NIR-absorber);
-
PE、PP、ABS、PS、SAN、PA6、PA66、PC、PMMA、PBT、PET、PEEK…
-
钛白粉(TiO₂)会严重散射激光,使白色焊接变得困难;
-
透明/透明、白/白配对的焊接难度最高,需特别配方支持。
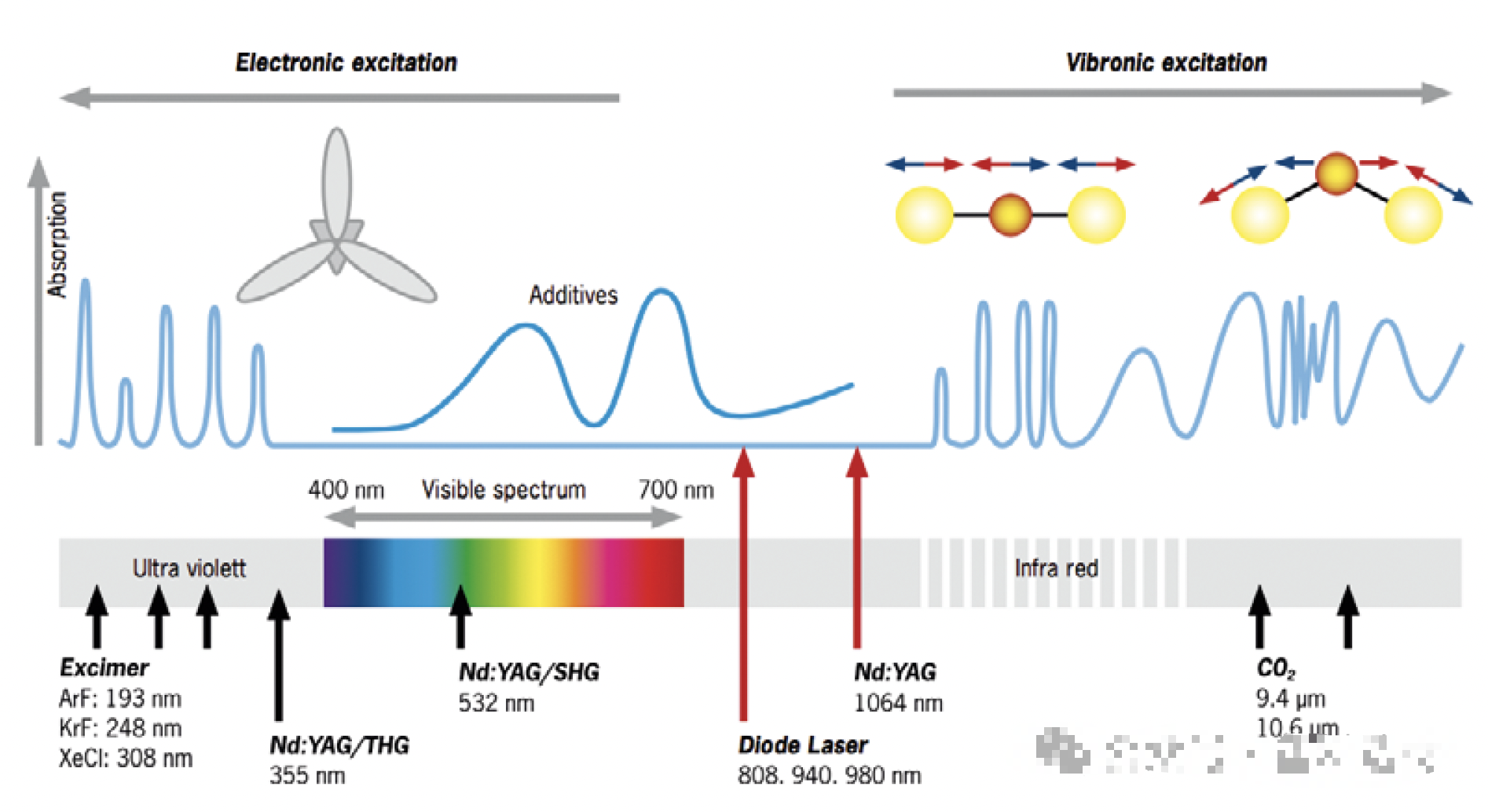
激光应用的 “波长 - 吸收 - 作用机制” 地图 ,帮读者理解 “不同激光怎么选、材料如何响应、添加剂咋调控”
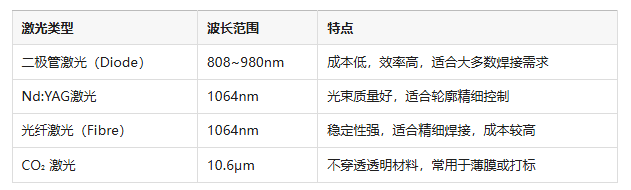
✅ 实际上,90%以上的塑料焊接应用都可用二极管激光完成。
激光束沿焊缝轨迹逐点熔化,类似金属焊接。适合焊缝清晰、结构规整的产品。
🔹 准同时焊(Quasi-simultaneous)
激光在焊缝区域高速扫描多次,整个轮廓近似“同时”熔化,更能吸收焊接应力,适合大尺寸或有微间隙结构。
在高端医疗、透明电子壳体等场景中,我们常常希望实现透明/透明或彩色/透明焊接。这就需要特别设计的激光吸收剂(NIR absorbers):
✅ 有机型吸收剂:适合透明产品,颜色轻微、易调配;
激光焊接不仅仅是“高端制造”的专属工艺,它更是一种精准、高强度、低污染、可自动化的现代塑料连接方式。随着透明材料专用吸收剂、色母粒技术的成熟,未来激光焊接将更普及,更实用。
版权与免责声明:
1、凡注明 “来源:塑库网” 的作品,如需转载或摘取,请在文章开头或结尾位置注明:内容来源于【塑库网】小程序。
2、凡注明 “来源:XXX(非塑库网)” 的作品,均转载或摘取自网络公开渠道,其目的在于传递更多的行业信息,不涉及任何商业目的和行为,我们对文中观点保持中立态度。
3、本文所转载/摘取的视频、图片、文字版权均归原作者和机构所有,如涉及侵权问题,请联系我们进行删除。










 塑库专家服务
塑库专家服务
 新品选材
新品选材
 热门文章
热门文章






















