注塑时产品内含气泡是个常见但要解决的问题。
本文将气泡形成的三个原因讲述,并提供解决方法。
除非是要达到设计的效果,透明产品是不容许藏有气泡的。
气泡亦减弱了产品的机械强度,或客户指定的产品重量,都是要避免的。
注塑件内含气泡,可归纳为三个原因:空气、水气及真空。
在料筒内,塑胶颗粒之间是含空气的。当塑胶塑化时从料斗进入料筒,空气便一同带了进去。适当的背压将螺杆前面的熔融压紧,气泡被压破,便没有经过喷咀注射到模腔里。
较简单的注塑机设计是没有背压表的。背压是多少只能从流量控制阀的关闭度量出来,但背压与阀的转角没有线性关系,只能从螺杆后退速度观察出来。
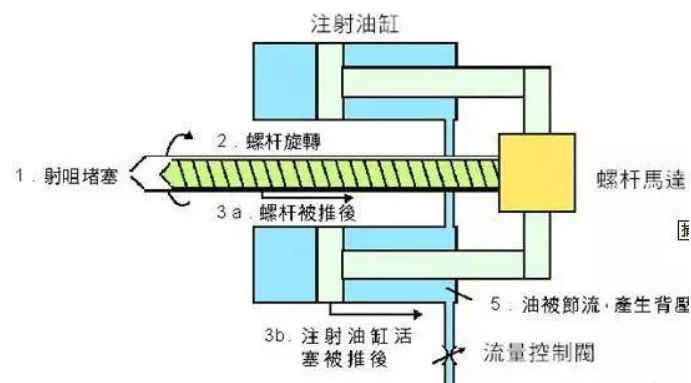
图1 背压的形成
含背压表的注塑机,读出的压力并非熔融的压力,只是注射油缸的压力。两者之间有个约10倍的关系。有些注塑机将这个关系画成图表,附在注射挡板上,可用来将读出的背压表压力转换为熔融压力。
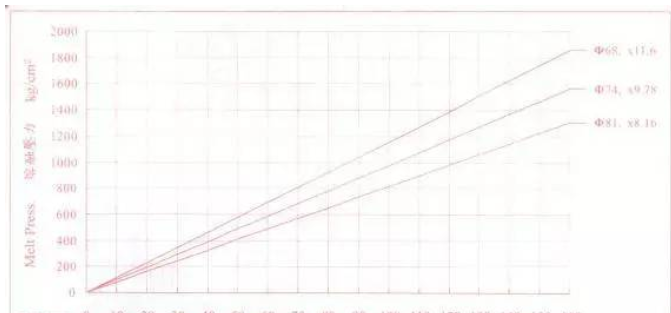
图2 压力转换
无论是厚壁或薄壁产品,模腔内或多或少的空间都有空气,没有排到模具外时便与注射进来的熔融混在一起,形成气泡。
注射速度太高,如使用氮气加速注射,模腔内的空气可能来不及排出,困在模内,形成气泡。如薄壁注塑要求极高的射速才能填满模腔的话,便只能在排气槽、低锁模力及抽真空来著手。
模具在分模面上都刻上排气槽,从模腔伸展到膜具的周边。排气槽有宽度,深度及条数这些参数。
排气槽的深度只容许空气排出,不容许粘性较高的熔融洩漏(否则形成毛边)。排气槽深度不超过0.03mm,宽度一般不小于6mm。排气槽每相隔25-50mm开一条。留意排气槽的深度是受锁模力影响的。
操作员要设置最低但足够(不产生毛边)的锁模力,而不是尽用锁模力,这样不只排气槽会被压扁少一些,对模具及注塑机锁模机构(含机铰,铰肖,铰肖套,拉杆及模板)的寿命会延长,锁模的时间也会缩短。
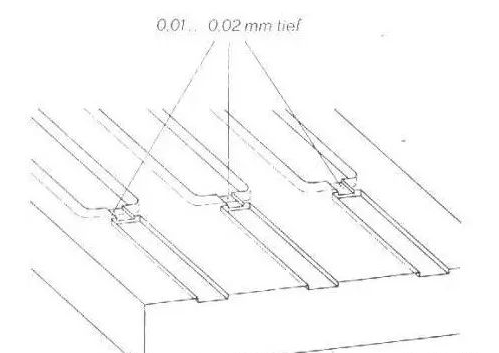
图3 排气槽
如产品外表不需要光泽,可採用透气钢来做模具,利用钢材内的微孔排气。
在一些稳闭的地方或冷流道上,开个抽真空的点,接到真空泵上,在注射时抽出模腔内的空气。
抽真空与排气槽及透气钢是互斥的,两者不能同时使用,否则真空便抽不成了。
塑胶颗粒从空气中吸收了水份,要撤底排除才不致于在高温(>1000C)加热后释放出来,跑到产品里去。
据各种塑胶的要求,乾燥温度及时间都不一样。请参考下表。
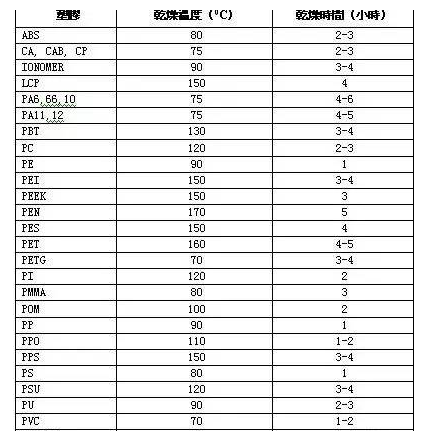
表1 不同塑胶的乾燥温度及时间
乾燥料斗从大气中吸取空气,将其加热至乾燥温度,从下向上流经料斗内的塑胶,再从顶部排回大气中。

图4 乾燥料斗
上表的乾燥条件是在200C的大气温度及65%的相对湿度下,用高效率之涡轮风车产生气流,而乾燥后塑胶的水分含量会低于0.02%。
如华南地区的暮春时节,相对湿度超过90%,乾燥效果便较次,可以採取以下方法来解决。
乾燥时间
延长乾燥时间是容易理解的方法,热的气流便有更多时间将附在塑胶颗料上的水份带走,塑胶便更乾燥。料斗容量加大便能延长乾燥时间。
H = 3.6s*t/c (1)
H = 料斗容量,kg
料斗的规格以容量标示,有以下多种。供应商为了简化计算,有以下的一个选择指引。

表2 供应商的选择料斗指引
要留意的是料斗要配用吸料机,不断将用掉的塑胶补充,维持有恒定的塑胶量于料斗内,才能洽当地乾燥塑胶。不然的话,当料斗内的塑胶耗尽才添加,靠近出口的塑胶没乾燥多久便跑到料筒内,湿气便未能排除了。
料斗容量计算例子
32腔的20克PET瓶坯的注塑,週期24秒,需要多大的乾燥料斗呢?
查找表1,PET料需在1600C下乾燥4~5小时。
从公式(1),H = 3.6*32*20*5/24 = 480 kg
查找表2的料斗容量后,选择了500 kg容量的乾燥料斗。
表2的计算
假设最多只用注塑机注射量的8成注塑,表2的推荐代表
t / c = 0.8H / (3.6*s), 算出来是由0.119至0.033不等,就是:
乾燥时间,小时 =(0.033~0.119)*週期时间,秒。
参考表3。
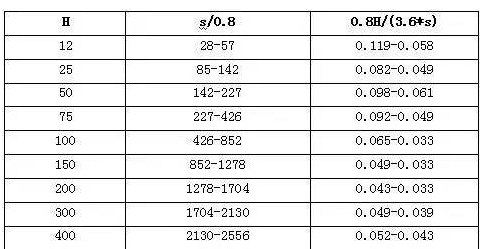 表3 指引的乾燥时间与週期时间之比
表3 指引的乾燥时间与週期时间之比
以瓶坯例子算,乾燥时间最多也只有0.119*24 = 2.9小时,是不足够表1所需的4~5小时的。
从另一角度去看,32*20 g / 0.8 = 800 g,按表2是选用100 kg的乾燥料斗,与上例算出的480 kg料斗相差许多。
这指出了表2的选择在个别情况下是过小的,可能是气泡生成的原因之一。以公式(1)来选择便更有把握了。
以加大料斗容量来增加乾燥效果还是难以保证塑胶的乾燥度的,原因是大气湿度增加多少,乾燥时间要增长多少才能补偿呢?况且,大气的湿度每天都有在改变,乾燥太长时间亦浪费能源。
除湿乾燥机能够使乾燥度有保证,而且与大气湿度无关。
除湿乾燥机与乾燥料斗是一同使用的。从乾燥料斗排出的含湿气的气流进入除湿乾燥机。经过滤及冷却后,气流的水份在旋转的蜂巢里的分子筛被吸收,再送回乾燥料斗的吸气入口。这样一来,气流便是个封闭系统,不受大气的湿度影响。蜂巢里的分子筛由一个独立及与大气接触的气流排去水份,使其再生。
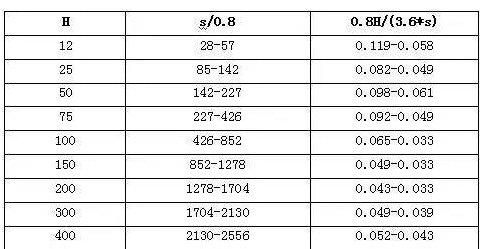
图5 除湿乾燥原理
蜂巢式的除湿乾燥机产生的乾风燥度(亦称绝对湿度)达露点-400C,相当于相对湿度0.60%或水份含量0.013%或128 ppm。除湿乾燥机的乾燥能力是以每小时能乾燥某种塑胶多少kg来算的,是选型的标准。
两级乾燥
蜂巢式的除湿乾燥机不算便宜。有业者採用两级乾燥料斗,来争取比单台乾燥料斗更好的乾燥效果。
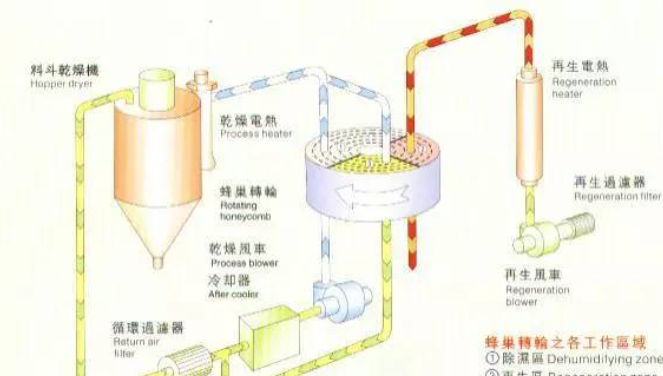
图6两级乾燥
乾燥温度
塑胶供应商都有推荐乾燥温度的。如乾燥时间恒定,提高乾燥温度的确能提高乾燥效果,但太高的乾燥温度会使其中的成份浑发,影响其颜色、透明度及机械性能。
注塑厚壁产品时都会遇到表面凹痕。凹痕是塑胶从熔融状态冷却到固体时收缩所做成的。如保压参数及流道设计得宜,是可以避免的。
当厚壁产品的表面已冷却固化但内里还是流体的话,只能在内里收缩,便做了“气泡”。“气泡”里没有空气,亦没有水气,只有真空。其排除方法与凹痕相同。
冷流道的直径如与最大壁厚相若的话,保压便能经过还未凝固的流道对产品填补塑胶,排除“气泡”。
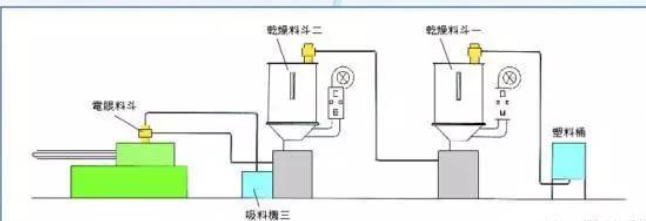
图7 真空“气泡”
如何辨别三种气泡的成因不同,排除的方法也不同,那我们如何分辨出是哪种气泡呢?
如塑胶是透明或半透明的话,可用以下方法分辨气泡的成因。
空气及水气的气泡的个数较多,但真空的气泡只存在最厚处的里面,个数少或只有一个。
空气及水气的气泡的位置是随机的,在数件产品内,气泡有不同的位置。真空的气泡的位置都是在最厚处的中间位置,不偏不倚,而且每件产品的气泡大小都是几乎是一致的。
空气及水气气泡在加热后,产品软化,气泡会澎涨,真空的气泡则不会,反而缩小,或外壁下陷。可将产品放在有刻度的光学仪器下加热前后观察出来。
版权与免责声明: 凡本网注明"来源:塑库网”的所有作品,均为深圳市蜜蜂塑化科技有限公司-塑库网合法拥有版权或有权使用的作品,未经本网授权不得转载、摘编或利用其它方式使用上述作品。已经本网授权使用作品的,应在授权范围内使用,并注明“来源:塑库网www.plasdata.com" 。违反上述声明者,本网将追究其相关法律责任。
本网转载并注明自其它来源(非塑库网www.plasdata.com)的作品,目的在于传递更多信息,并不代表本网赞同其观点或和对其真实性负责,不承担此类作品侵权行为的直接责任及连带责任。其他媒体、网站或个人从本网转载时,必须保留本网注明的作品第一来源,负版权等法律责任。








 塑库专家服务
塑库专家服务
 新品选材
新品选材
 热门文章
热门文章






















