






发布需求
一键发布材料需求,依托强大算法与海量数据,精准对接适配资源。
增强尼龙(PA+GF)凭借高强度和耐热性,
已成为汽车、电子、机械等领域的“主力军”。
但在实际生产中,
两个问题让工程师们头疼不已:
表面浮纤和吸水变形。
浮纤让光滑的制品变得粗糙,
吸水则让精密尺寸“跑偏”。
今天
就把这两个问题的成因和解决方案一次性讲透。

01 先看一张表:两大问题及解决框架
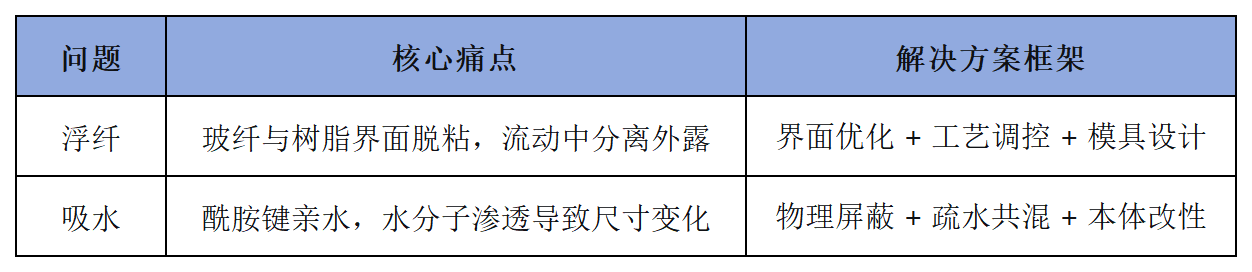
02 浮纤:玻纤为什么“藏不住”?
浮纤(也叫露纤),是指玻纤在制品表面露出,形成粗糙的白色条纹。这不仅是外观问题,也可能影响后续喷涂等工序。
浮纤是怎么来的?
浮纤的产生主要有三个原因:
第一,相容性差。 玻纤是“无机”的,尼龙是“有机”的,两者本就不太亲近。如果界面结合力不够强,在流动过程中就容易“分道扬镳”。
第二,比重差异。 树脂和玻纤的流动性、密度都不一样。熔体流动时,它们会产生分离的趋势——轻的、流动性好的组分跑得快,重的、流动性差的就容易“掉队”浮到表面。
第三,喷泉效应。 熔体注入模具时,前端的熔体像喷泉一样由内向外翻卷,把玻纤带到表面。而模具壁温较低,玻纤还没来得及被树脂包覆就被“冻”住了。
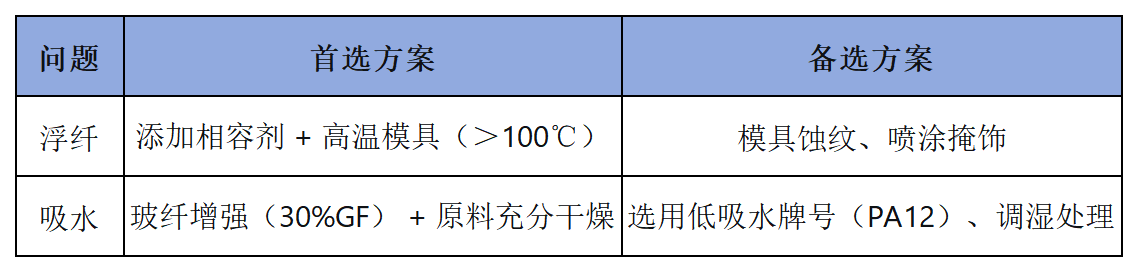
怎么解决浮纤?
从界面入手,让它们“亲近”起来
偶联剂处理:用硅烷偶联剂(如KH-550、KH-560)对玻纤进行表面处理,在纤维和树脂之间架起“桥梁”
添加相容剂:引入马来酸酐接枝物(如POE-g-MAH、PP-g-MAH),提高界面结合力
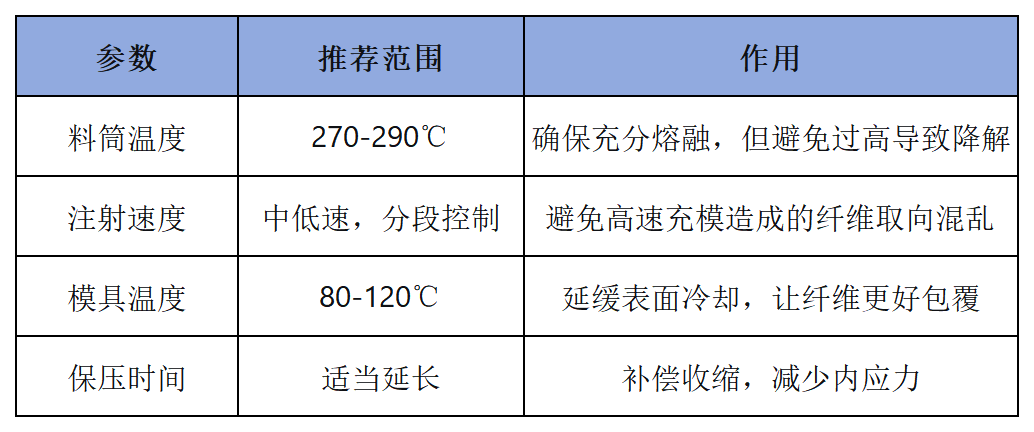
从工艺入手,让它们“躲”不起来
从配方入手,让体系更“顺滑”
润滑剂:内润滑剂(如硬脂酸锌)减少熔体内摩擦;外润滑剂(如硅酮母粒)降低熔体与模具的粘附
纤维控制:含量尽量控制在30%以下,长度≤3mm,避免团聚
从模具入手,让它们“无处藏”
浇口设计:采用多点浇口或扇形浇口,使流动均匀
排气槽:增设深度0.02-0.04mm的排气槽,避免困气
型腔抛光:抛光至镜面(Ra≤0.2μm),降低流动阻力
03 吸水:尼龙为什么“喝不够”?
尼龙分子链中含有强极性的酰胺键,见到水分子就像见到老朋友,恨不得立刻“握手拥抱”。这导致尼龙天生亲水,PA6饱和吸水率可达2.5%以上,尺寸变化率0.6%-1.0%。对于精密制品来说,这简直是灾难——今天装上去刚好,明天吸水膨胀了就卡住了。
怎么让尼龙“少喝水”?
物理屏蔽法:让水找不到路
添加层状硅酸盐填料(如蒙脱土、凹凸棒土)是个好办法。这些填料像一片片“瓦片”叠在一起,水分子要想穿过,得绕很远的路,扩散路径大大延长。
玻璃纤维也有类似效果——30%玻纤可使PA6吸水率降低50%-70%,连续纤维效果更好。
疏水混搭法:让水进不来
把尼龙和聚丙烯(PP)、聚乙烯(PE)这些“怕水”的材料共混,相当于在亲水的尼龙里掺进了疏水的“外来户”。不过它们脾气不太合(溶解度参数相差大),需要马来酸酐接枝物来当“和事佬”。
源头选材法:换个“不爱喝水”的尼龙
PA12吸水率只有1.5%左右,PA610、PA46也相对低。如果成本能接受,直接从材料源头解决问题,省去后续很多麻烦。
后处理法:先让它“喝饱”
有时候反其道而行之反而有效——把制品在80℃水浴中预处理一段时间,让它提前吸水膨胀,尺寸稳定后再使用。这叫“调湿处理”,虽然听着奇怪,但确实管用。
吸水问题不是“改完就完”
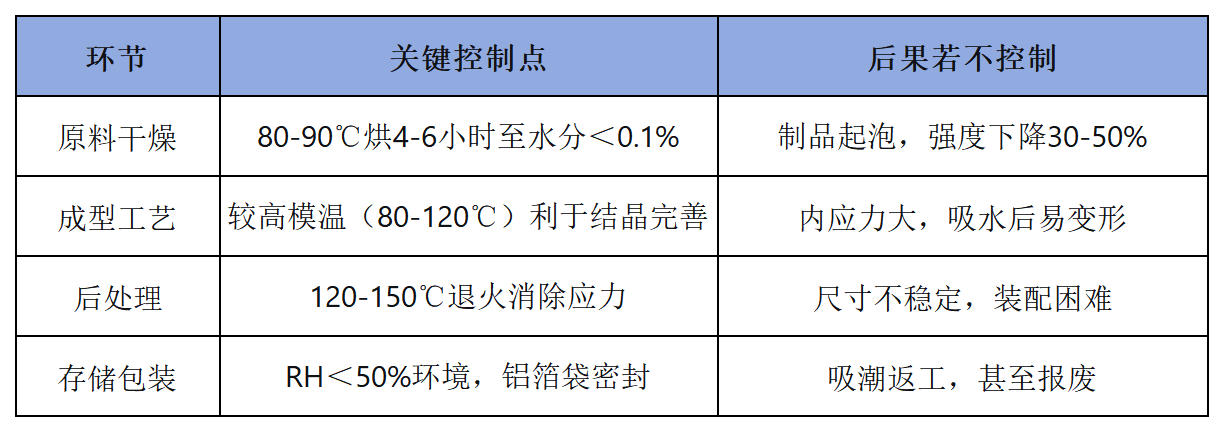
别小看原料干燥这一步——有人图省事没烘透,结果制品一打出来就有气泡,强度掉一半,整批报废。
04 两个问题,一套思路
浮纤和吸水,一个“面子”一个“里子”,但解决的思路是相通的:材料配方是基础,成型工艺是关键,模具设计是保障。
实际生产中,往往是多管齐下才能达到理想效果。有人试了十几种助剂都没解决浮纤,最后发现只是模温低了20℃;有人改了配方吸水率还是高,回头一看原料干燥根本没到位。这行就是这样——细节决定成败。

 塑库专家服务
塑库专家服务
 新品选材
3000+ 合作案例
缺陷解决
专业团队1V1跟进
新品选材
3000+ 合作案例
缺陷解决
专业团队1V1跟进
 热门文章
热门文章























