
发布需求
一键发布材料需求,依托强大算法与海量数据,精准对接适配资源。
缺胶是注塑生产中最常见的缺陷之一,表现为制品局部或整体未被塑料完全填充。这种缺陷不仅影响产品外观,更可能导致结构性失效。

图1 典型缺胶示例
本文将从工艺、模具、设备和材料四大维度深度解析缺胶成因,并提供实用解决方案。
一、缺胶问题本质剖析
缺胶本质是塑料流动不足或压力传递失效导致,常见表现为:
制品末端或薄壁处不完整
多型腔模具局部缺胶
加强筋等细节部位缺失
周期性出现填充不全
二、四大维度系统排查法
(1)重量与压力控制
验证第一段填充量是否达95-98%(RIG工艺标准)
检查保压垫料是否≥2mm,防止压力传递失效
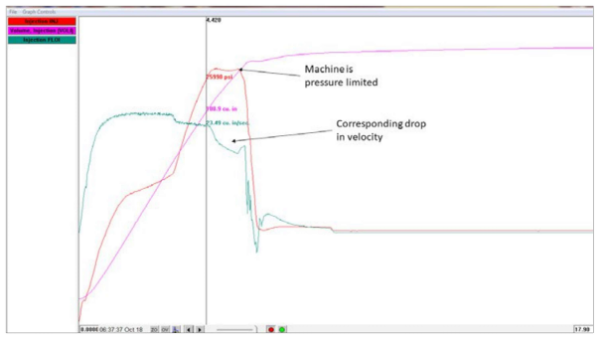
图2 显示压力受限工艺的过程监控曲线
案例警示:某企业因保压垫料归零,调整后良率提升40%
(2)速度与温度平衡
填充速度过低会导致熔体前沿冻结
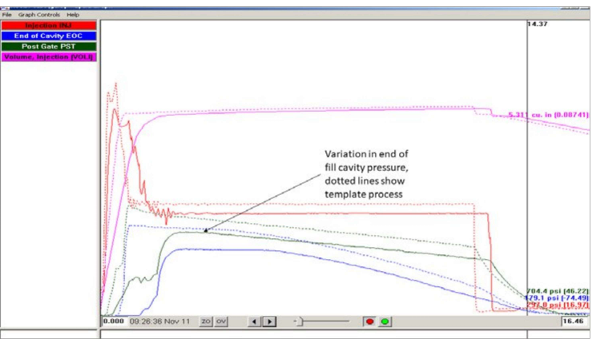
图3 显示填充速度降低后实际工艺曲线与模板值对比的过程监控数据
以某工程塑料产品案例为例
熔体温度每降低10℃,粘度增加30-50%
以某工程塑料产品案例为例,模具温度建议:薄壁件>60℃,厚壁件>80℃
(1)流动系统维护
定期清理热嘴(建议每班次检查)
型腔平衡度<3%,多型腔模具建议模流分析
真实案例:因热嘴卡入石子导致8腔模具2腔缺胶
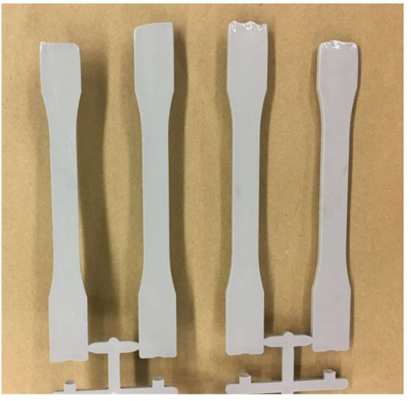
图4 典型的八型腔模具因剪切速率导致的不平衡
(2)排气系统优化
排气槽深度控制(PP/PE 0.03mm,ABS 0.015mm)
使用真空排气技术解决深腔件缺胶问题
1)关键部件检测
止回阀泄漏检测:注射量波动>5%需立即检修

图5 滑环止回阀
喷嘴选型三大原则:短长度、全锥形、孔径匹配
料筒磨损测试:直径偏差>0.2mm必须更换
(2)压力系统验证
峰值压力需预留20%安全余量
速度-压力转换响应时间<0.1秒

图6 显示速度 - 压力响应不佳的过程监控曲线
04 材料科学管控
粘度监测:使用熔体流动速率仪定期检测
尼龙材料含水率需<0.2%
防污染措施:安装金属探测器+磁性分离器
背压归零事故
某技术员清洗设备后忘记恢复背压,导致周期性缺胶。通过4M检查法快速定位,避免3吨材料浪费。
分流板泄漏陷阱
盲目增加注射量反而加剧热流道泄漏,正确做法是采用压力降测试精准定位泄漏点。

图7 热流道分流板泄漏
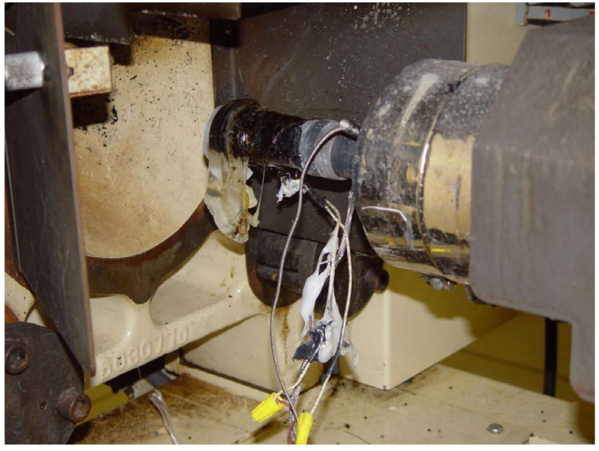
图8 喷嘴到浇口泄漏的示例
结语
缺胶问题本质是制造系统的综合反映。通过建立工艺参数-模具状态-设备健康-材料特性的四维管控体系,结合RJG解耦Ⅲ技术等先进方法,可将缺胶不良率控制在0.3%以下。记住:优秀的注塑工程师不是会解决问题,而是能预防问题发生。

 塑库专家服务
塑库专家服务
 热门文章
热门文章







