






发布需求
一键发布材料需求,依托强大算法与海量数据,精准对接适配资源。
那么,真正的原因是什么呢?工艺卡有没有指导意义呢?
这个原因就是认识上存在一个误区:认为设定的模具温度就是实际的模具温度。
下图是注塑成型过程中模具型腔表面温度变化曲线。它可以分为两个部分,一部分为平均温度场,一部分为波动温度场。
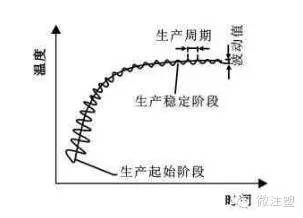
由图可知,注塑的起始阶段,模具型腔表面的温度随时间(或注塑次数)的增加而逐步升高,经历了一定次数的生产循环后,型腔表面的温度宏观上将达到一个相对稳定值,微观上呈现稳定性的周期变化。因为当注塑生产进入稳定阶段后,熔体传导给的热量与模具冷却系统带走的热量基本持平,模具温度趋于稳定。
图中的波动曲线还显示,在生产起始阶段模温的波动幅度较大,随着生产的进行,波动值逐步减小,最终波动值趋于稳定。波动值越小,意味着模具温度场越稳定,注塑重复性越好。
我们注塑工艺参数一般是在注塑进入稳定状态后制作的,但在注塑初期即使用这种参数,常常得不到好的产品,最主要的是注塑初期的模具温度没有稳定状态下的模具温度高。因此,常常会出现产品不满胶、缩水、夹水纹明显等缺陷。
如果对工艺参数进行修正,如加大射胶压力、速度或升高料温,开始能得到好的产品,但随着生产的进行,过一段时间模温达到稳定状态后,又会出现披锋,顶白等过填充现象。这时再用稳定状态下的工艺参数就适用了。

 塑库专家服务
塑库专家服务
 新品选材
3000+ 合作案例
缺陷解决
专业团队1V1跟进
新品选材
3000+ 合作案例
缺陷解决
专业团队1V1跟进
 热门文章
热门文章






















