






发布需求
一键发布材料需求,依托强大算法与海量数据,精准对接适配资源。

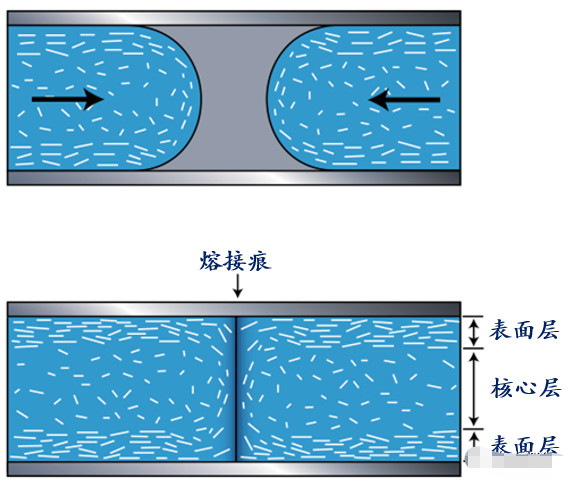
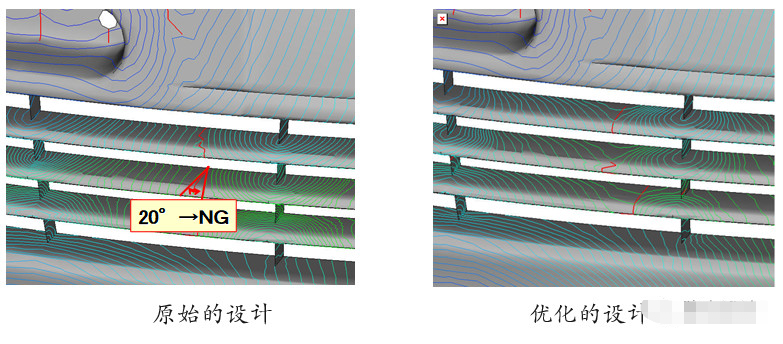
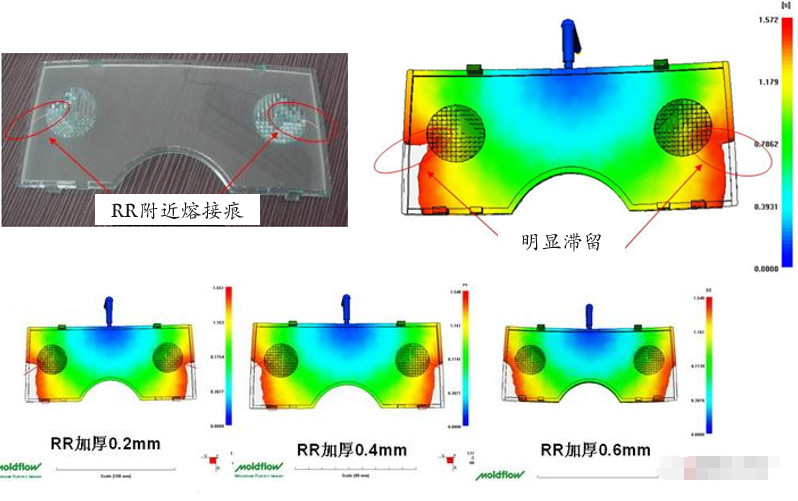
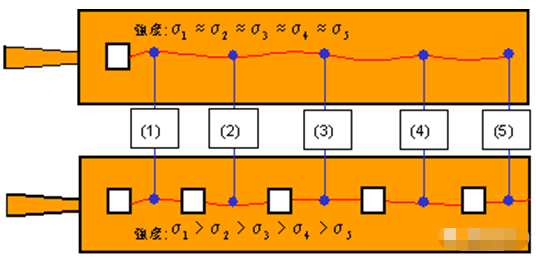
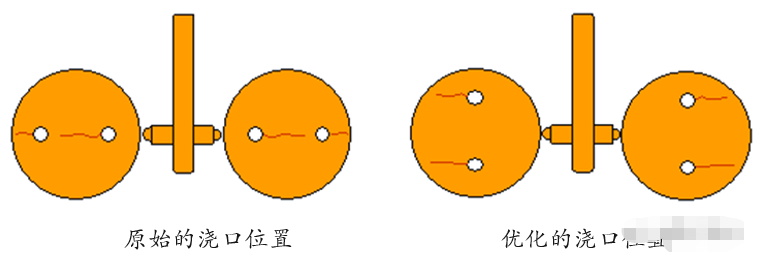

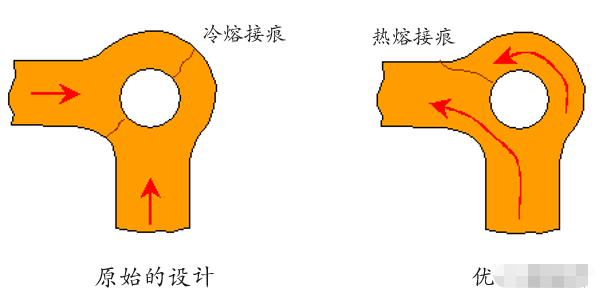
解决熔接痕的方法很多。
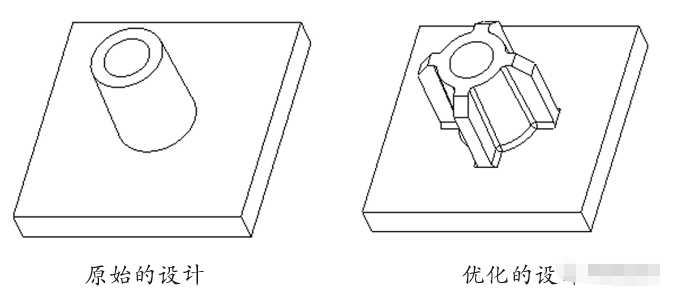
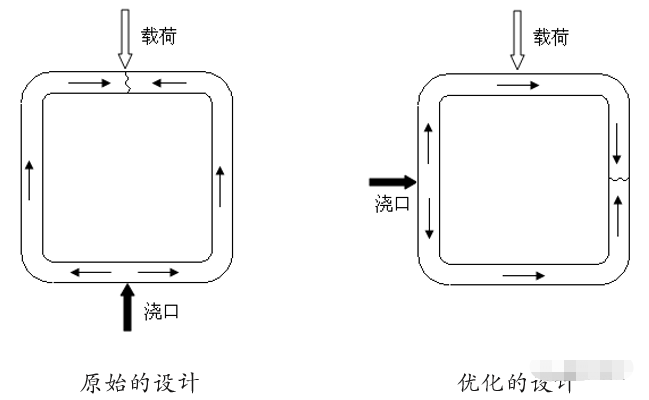
最值得推荐是在通过塑胶件材料选择、塑胶件设计和模具设计等,来预防和减少熔接痕的发生。
而不是等到熔接痕缺陷产生了,再去想方设法去解决。

 塑库专家服务
塑库专家服务
 新品选材
3000+ 合作案例
缺陷解决
专业团队1V1跟进
新品选材
3000+ 合作案例
缺陷解决
专业团队1V1跟进
 热门文章
热门文章























