
发布需求
一键发布材料需求,依托强大算法与海量数据,精准对接适配资源。
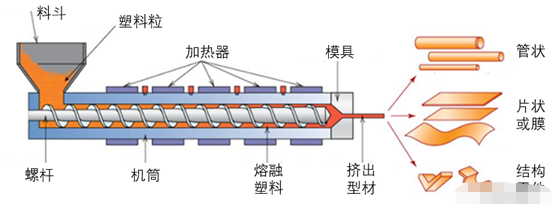
操作简单,工艺易控,可连续化、工业化、自动化生产,生产效率高,质量稳定。
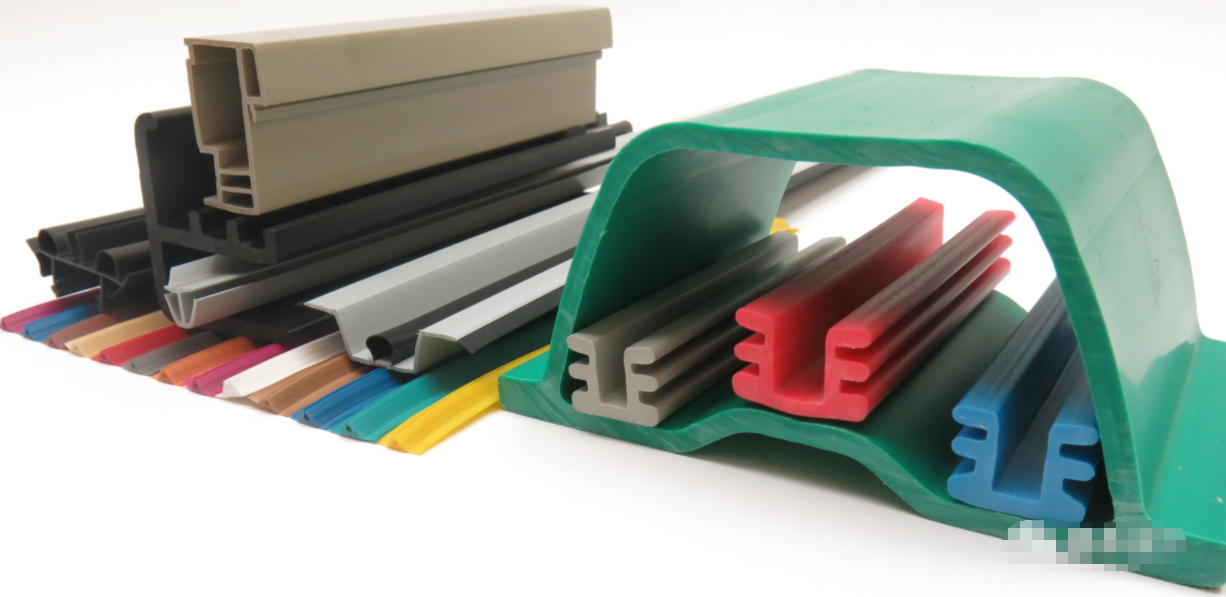
应用范围广,广泛应用于塑料、橡胶、复合材料的成型加工,也常用于塑料的着色、混炼、塑化、造粒及塑料的共混改性等。
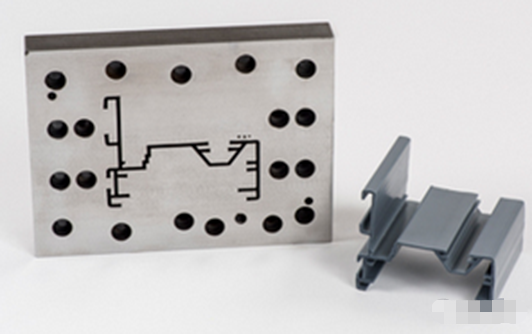
挤压模具加工容易,更换简单。
设备简单,投资少,见效快。
生产环境卫生,劳动强度低。
零件成本低,适于大批量生产。
挤出成型的缺点:
只能生产线型零件,几何形状简单。
零件断面(或截面)无法变化。
相对于注塑成型,零件精度较低。













 塑库专家服务
塑库专家服务
 热门文章
热门文章







